

Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва
ГОСТ 23338-91
Группа В09
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВАРКА МЕТАЛЛОВ
Методы определения содержания диффузионного
водорода в наплавленном металле и металле шва
Welding of metals.
Methods for determination of diffusible hydrogen
in deposited weld metal and fused metal
ОКСТУ 0809
Дата введения 1992-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Академией наук УССР
РАЗРАБОТЧИКИ
Л.М.Лобанов, чл.-кор. АН УССР; И.К.Походня (руководитель темы); И.Р.Явдошин, канд. техн. наук; А.П.Пальцевич, канд. техн. наук; Я.М.Юзькив, канд. техн. наук; В.И.Петрыкин; А.Т.Васильев; А.Н.Трощенков; Б.Б.Искоз; Р.И.Щерабаков; Г.Л.Петров; А.М.Левченко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 04.06.91 N 783
3. ВЗАМЕН ГОСТ 23338-78
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 380-88 | 2.1.2 |
ГОСТ 2603-79 | 1.3.2.6 |
ГОСТ 5789-78 | 1.3.2.6 |
ГОСТ 5962-67 | Приложение 1 |
ГОСТ 6259-75 | Приложение 1 |
ГОСТ 8728-88 | Приложение 2 |
ГОСТ 8984-75 | 1.3.2.6 |
ГОСТ 10157-79 | 1.3.2.6 |
ГОСТ 18300-87 | 1.3.2.6; приложение 2 |
ГОСТ 20288-74 | Приложение 2 |
ГОСТ 20292-74 | Приложение 1 |
ГОСТ 25377-82 | Приложение 1 |
ГОСТ 28498-90 | 1.3.2.4; приложение 1 |
Настоящий стандарт устанавливает хроматографический и вакуумный методы определения содержания диффузионного водорода в наплавленном металле и металле шва и распространяется на покрытые электроды, порошковую проволоку, стальную сварочную проволоку, предназначенные для сварки низкоуглеродистых и низколегированных сталей.
Хроматографический метод предназначен для определения содержания диффузионного водорода в образцах швов, выполненных покрытыми электродами, порошковой и стальной сварочной проволоками.
Вакуумный метод предназначен для определения содержания водорода в образцах швов, выполненных покрытыми электродами диаметром от 3 до 6 мм.
При сварке электродами диаметром 4 мм диапазон измерения массовой доли водорода от 0,25 до 13,5 млн![]() - в металле шва, от 0,4 до 22 млн
- в металле шва, от 0,4 до 22 млн![]() - в наплавленном металле или от 0,3 до 15 см
- в наплавленном металле или от 0,3 до 15 см![]() /100 г - в металле шва, от 0,5 до 25 cм
/100 г - в металле шва, от 0,5 до 25 cм![]() /100 г - в наплавленном металле.
/100 г - в наплавленном металле.
Измерения содержания диффузионного водорода в наплавленном металле и металле шва используют для классификации и контроля качества партий сварочных материалов и исследовательских целей.
Для классификации и контроля партий сварочных материалов условия наплавки шва указаны в стандарте.
1. АППАРАТУРА И МАТЕРИАЛЫ
1. АППАРАТУРА И МАТЕРИАЛЫ
1.1. Сущность хроматографического метода (метод 1)
1.1.1. Метод основан на сборе выделяющегося из образца сварного шва водорода в камере с последующим измерением его объема методом газовой хроматографии.
Для ускорения анализа образец дегазируется при температуре (150±5) °С.
Схема прибора приведена на черт. 1. Выделяющийся из образца 1 водород собирается в металлической камере 2, соединенной с хроматографом 7 через электромагнитный переключатель направления движения газа 5. Управление работой переключателя 5 выполняется с помощью блока управления 6.
Черт.1. Схема прибора для хроматографического метода анализа (метод 1)
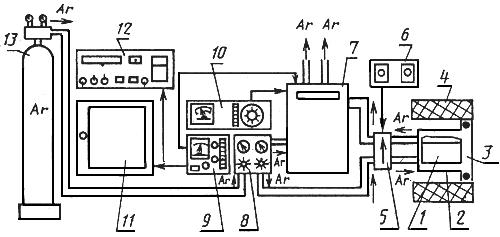
1 - образец; 2 - реакционная камера; 3 - крышка реакционной камеры; 4 - печь для нагрева камеры с образцом; 5 - электромагнитный переключатель направления движения газа; 6 - блок управления электромагнитным переключателем направления движения газа; 7 - хроматограф; 8 - блок подготовки газа хроматографа; 9 - блок подготовки детектора по теплопроводности; 10 - блок регулятора температуры; 11 - потенциометр КСП-4; 12 - интегратор И-02 (И-05); 13 - баллон с аргоном
Черт. 1
Промежуток времени, на который камера 2 подключается к потоку газа-носителя аргона для вымывания выделившегося из образца водорода (или промывка камеры от воздуха после помещения в нее образца), - цикл отбора водорода или промывка камеры. Промежуток времени, на который камера 2 отключена от потока газа-носителя аргона для накопления водорода, - цикл накопления водорода.
Во время накопления водорода в камере 2 газ-носитель аргон проходит через хроматограф 7, минуя камеру 2. Для измерения объема выделившегося водорода газ-носитель с помощью переключателя 5 направляется через камеру 2 в хроматограф 7, где детектируется.
Выходной сигнал регистрируется потенциометром 11, его площадь измеряется интегратором 12. Работа хроматографа 7 и его детектора по теплопроводности управляется соответственно блоками 10 и 9. Расход газа-носителя в двух магистралях хроматографа задается с помощью блока подготовки газа хроматографа 8. Для ускорения анализа образец 1 вместе с камерой 2 нагревают печью сопротивлением 4.
Количество циклов накопления водорода и отбора водорода определяют интенсивностью выделения водорода из образца. Количество выделившегося водорода из образца равно сумме площадей пиков водорода, умноженной на функцию преобразования прибора.
1.2. Сущность вакуумного метода (метод 2)
1.2.1. Метод основан на сборе выделяющегося водорода из образца в вакуумированный контейнер, соединенный с манометром. Объем выделившегося водорода определяют с учетом объема контейнера и изменения в нем давления за счет выделившегося водорода. Дегазация образца выполняется при комнатной температуре.
Конструкция прибора для измерения объема диффузионного водорода приведена на черт. 2. Водород, выделяющийся из образца, помещенного в колбу 7, повышает давление, регистрируемое жидкостным манометром 6.
Черт.2. Прибор для вакуумного метода анализа (метод 2)
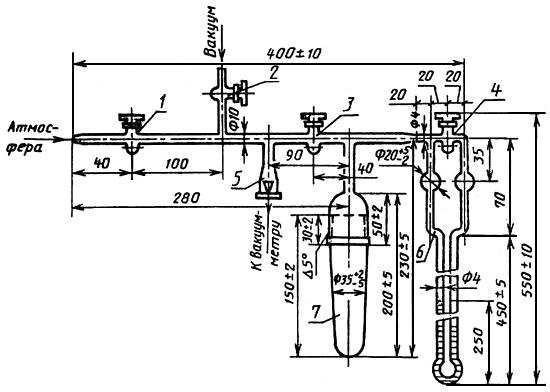
1, 2, 3, 4 - краны вакуумные; 5 - лампа вакууметрическая; 6 - манометр; 7 - колба
Черт. 2
1.3. Для измерения объема водорода используются приборы, приспособления и материалы:
1.3.1. Метод 1
1.3.1.1. Прибор ОБ 2456 или ОБ 2144, в состав которого входит хроматограф ЛХМ-8МД или ЛХМ-80 с детекторами по теплопроводности (или хроматографы других марок, укомплектованные детекторами по теплопроводности). Приведенные приборы изготавливают по нормативно-технической документации. Прибор ОБ 2456 предназначен для одновременного анализа трех образцов, прибор ОБ 2144 - для одного образца.
Допускается пользоваться другими приборами, основанными на принципах матографического анализа газов, обеспечивающих идентичные результаты, изготовленными по другой нормативно-технической документации.
1.3.2. Метод 2
1.3.2.1. Вакуумный прибор (черт. 2), устройство которого приведено в приложении 2.
1.3.2.2. Приспособление для наплавки (черт. 3, 4).
Черт.3. Приспособление для наплавки образцов по методам 1 и 2
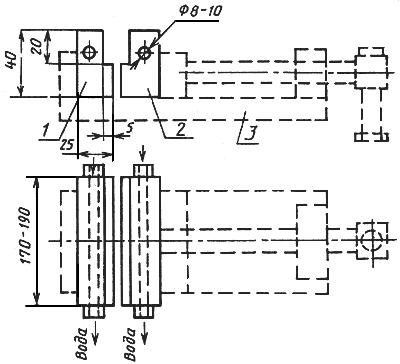
1, 2 - медные водоохлаждаемые губки; 3 - тиски с ручным приводом
Черт. 3
Черт.4. Приспособление для наплавки образцов по методу 2
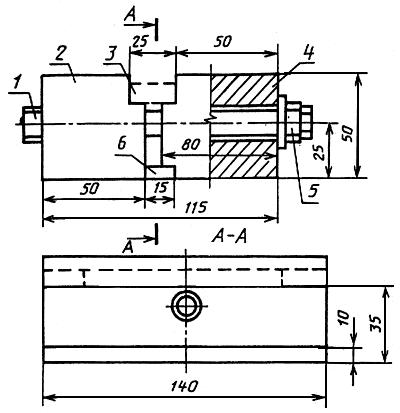
1 - болт М12; 2, 4 - зажимы медные; 3 - заготовка образца; 5 - гайка М12; 6 - размерная планка
Черт. 4
1.3.2.3. Универсальный фотоувеличитель "Беларусь-2М" по НТД.
1.3.2.4. Термометр по ГОСТ 28498-90.
1.3.2.5. Весы аналитические ВЛДП-200 г, 2 кл. по НТД.
1.3.2.6. Реактивы: ацетон по ГОСТ 2603; спирт этиловый технический по ГОСТ 18300; толуол по ГОСТ 5789; силикагель по ГОСТ 8984; аргон по ГОСТ 10157; эфир для наркоза - по НТД.
2. ПОДГОТОВКА К ИСПЫТАНИЮ
2.1. Образцы для испытания
2.1.1. Образец представляет собой пластину с наплавленным валиком. Валик следует наплавлять на заготовку, состоящую из пластины, собранной вместе с выводными планками в соответствии с черт.5.
Черт.5. Заготовки составных образцов для наплавки валика
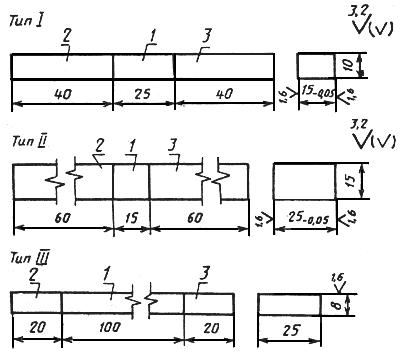
1 - пластина; 2, 3 - выводные планки; неуказанные отклонения размеров Н12
Черт. 5
2.1.2. Материал пластины и выводных планок: для классификации сварочных материалов - сталь марок БСт3сп, ВСтЗсп по ГОСТ 380; для других назначений допускается применение низкоуглеродистых и низколегированных сталей, для сварки которых предназначены испытуемые сварочные материалы.
Заготовки для изготовления пластин и выводных планок должны быть подвергнуты отжигу при температуре 650-670 °С в течение не менее 2 ч.
2.1.3. Пластина маркируется на нижней поверхности (по отношению к наплавленному валику).
2.1.4. Пластина и выводные планки после опиловки заусенцев и острых кромок должны быть промыты: для метода 1 - в ацетоне и спирте этиловом техническом; для метода 2 - в толуоле, затем в ацетоне и спирте этиловом техническом.
2.1.5. Пластина до наплавки валика должна быть взвешена с погрешностью не более ±0,01 г.
2.1.6. Пластины и выводные планки до наплавки валика должны храниться в эксикаторе с силикагелем. Силикагель следует регенерировать при температуре 150-300 °С в течение 3 ч не реже одного раза в три месяца.
2.1.7. Заготовка типа I предназначена для испытания электродов диаметром 3-4 мм по методу 1, заготовка типа II предназначена для испытания электродов диаметром более 4 мм, проволок порошковых и проволок стальных сварочных по методу 1, заготовка типа III предназначена для испытания электродов диаметром 3-6 мм по методу 2 (черт. 5).
2.2. Наплавка валика на заготовку
2.2.1. Для наплавки валика заготовку зажимают в приспособление для наплавки. Температура приспособления должна быть в пределах от температуры окружающей среды до температуры ее точки росы.
2.2.2. Электроды и проволоки порошковые перед наплавкой валика должны быть просушены в соответствии с требованиями нормативно-технической документации на их изготовление.
Если в нормативно-технической документации отсутствуют указания по режимам просушки, то их следует установить по согласованию изготовителя с потребителем сварочного материала, исходя из вида покрытия или сердечника порошковой проволоки.
2.2.3. Род и полярность тока при наплавке валика должны соответствовать требованиям эксплуатационной документации изготовителя сварочного материала, среднее значение тока должно составлять 90% его максимальной величины для электродов и 80% - для порошковых и стальных сварочных проволок.
2.2.4. При наплавке валика покрытыми электродами линейную скорость наплавки следует установить из условия расплавления от 12 до 13 см длины электрода при наплавке 10 см длины валика.
Примечание. При применении электродов, содержащих в покрытии железный порошок, длина расплавленной части электрода на единицу длины наплавляемого валика должна быть пропорционально уменьшена в соответствии с выходом наплавленного металла для испытуемой марки электродов.
2.2.5. При наплавке валика порошковыми и стальными сварочными проволоками режимы сварки следует установить из условия получения валика шириной не более 22 мм, высотой не более 6 мм, погонной энергии при наплавке не более 3 кДж/мм.
2.2.6. При наплавке валика его начало и конец следует выполнять на выводных планках.
2.2.7. Поперечные колебания конца электрода или проволоки во время наплавки не допускаются.
2.2.8. Наплавка нескольких заготовок образцов одним электродом не допускается.
2.2.9. Наплавку валика следует проводить при абсолютной влажности воздуха 10-15 г/м![]() (относительная влажность воздуха от 60 до 90% при 20 °С).
(относительная влажность воздуха от 60 до 90% при 20 °С).
2.3. Обработка образцов после наплавки
2.3.1. Метод 1
2.3.1.1. После наплавки валика вынуть заготовку из приспособления для сварки, погрузить в воду с температурой не более 10 °С. Объем воды должен быть не менее 8 дм![]() . После охлаждения в воде не более чем через 3 с заготовку поместить в спирт или ацетон, смешанные с твердой углекислотой, или в жидкий азот.
. После охлаждения в воде не более чем через 3 с заготовку поместить в спирт или ацетон, смешанные с твердой углекислотой, или в жидкий азот.
2.3.1.2. Отделить выводные планки после охлаждения заготовки в охлаждающей жидкости в течение не менее 5 мин. Удалить шлак, брызги, зачистить поверхность образца со всех сторон металлической щеткой. Время пребывания образца вне охлаждающей жидкости для выполнения этих операций не должно превышать 15 с. Для продолжения обработки образца погрузить его в охлаждающую жидкость на время не менее 2 мин. Зачищенный образец хранить в охлаждающей жидкости до анализа: не более 3 мес в жидком азоте, в остальных жидкостях не более 3 суток.
2.3.2. Метод 2
2.3.2.1. После наплавки валика вынуть заготовку из приспособления для сварки, погрузить в воду с температурой не более 10 °С. Объем воды должен быть не менее 8 дм![]() .
.
2.3.2.2. Отделить выводные планки. Удалить шлак, брызги, зачистить поверхность образца со всех сторон металлической щеткой. Щетку при зачистке следует окунать в воду.
2.3.2.3. После зачистки образец следует взять щипцами и последовательно промыть в этиловом техническом спирте, ацетоне и в эфире по 8-10 с.
При промывке спиртом образец необходимо протирать бязью. Расход каждой из жидкостей менее 100 см![]() на четыре образца.
на четыре образца.
2.3.2.4. Промытый образец необходимо со всех сторон осушить от остатков растворителей в потоке горячего воздуха над электроплиткой мощностью не менее 1 кВт с закрытой спиралью на расстоянии 10-15 мм от поверхности плитки.
2.3.2.5. Последовательность выполнения операций по обработке образцов после наплавки и время их выполнения приведены в таблице.
| Время, с | |
метод 1 | метод 2 | |
Удаление составного образца из приспособления после сварки, не более | 5 | 5 |
Охлаждение составного образца в воде | 10-15 | 10-15 |
Охлаждение составного образца в охлаждающей жидкости, не менее | 300 | - |
Удаление выводных планок, чистка образца, не более | Согласно требованиям п. 2.3.1.2 | 30 |
Промывка образца перед анализом | 20-25 | 16-20 |
Просушка образца, не более | - | 30 |
Протирка образца, не более | 20 | - |
Помещение образца в реакционную камеру, не более | 10 | - |
Промывка камеры с образцом от воздуха газом-носителем | 15-30 | - |
Помещение образца в колбу, не более | - | 5 |
Откачка воздуха из колбы до вакуума 2,7-4,0 Па [(2-3)-10 | - |
|
2.3.2.6. Образцы, выполненные с обрывом дуги при наплавке валика, а также имеющие трещины, свищи, поры, шлаковые включения и раковины, не принимаются к анализу по методам 1 и 2.
2.3.2.7. Образцы, обработанные с превышением времени выполнения операций, не принимаются к анализу по методам 1 и 2.
3. ПРОВЕДЕНИЕ АНАЛИЗА
3.1. Метод 1
Описание работы с прибором ОБ 2144, в котором используется хроматограф ЛХМ-80 с одной камерой (черт. 1).
3.1.1. С помощью редуктора на баллоне 13 установить давление аргона на входе в прибор от 0,49 до 0,68 МПа (5-7 кгс/см![]() ).
).
3.1.2. Подать электропитание на прибор и установить на блоке регулятора температуры 10: температуру детектора по теплопроводности 40 °С, температуру хроматографических колонок 50 °С;
установить на блоке подготовки детектора по теплопроводности 9 ток детектора 60 мА;
подать электропитание на потенциометр 11 и интегратор 12;
подать электропитание на печь 4 с камерой 2 и установить температуру нагрева 150 °С.
3.1.3. После прогрева прибора и печи с камерой в течение 50-60 мин снять крышку камеры 3.
3.1.4. Вынуть образец из охлаждающей жидкости. Промыть образец в спирте с начальной температурой от 20 до 35 °С (объем спирта 180-200 см![]() , из условия расхода 5 см
, из условия расхода 5 см![]() спирта на один образец) с применением тампона из бязи, протереть насухо бязью, поместить в камеру 2, закрыть крышку камеры 3.
спирта на один образец) с применением тампона из бязи, протереть насухо бязью, поместить в камеру 2, закрыть крышку камеры 3.
3.1.5. Сразу после закрытия крышки 3 промыть газом-носителем аргоном камеру 2 с образцом от воздуха, включив с помощью блока управления 6 электромагнитный переключатель газа 5 на 25-30 с.
3.1.6. В процессе дегазации образца отбор проб газа выполнять через 5-20 мин (цикл накопления водорода) в течение 25-30 с (цикл отбора водорода), управляя работой переключателя газа 5 с помощью блока управления 6 в ручном или автоматическом режиме.
Интегратор измеряет площади пиков ![]() в мкВ·с, пропорциональные пробам водорода, полученные в каждом цикле накопления и отбора водорода, выдает результат на световое табло и регистрирует на бумажной ленте с помощью цифропечатающего устройства.
в мкВ·с, пропорциональные пробам водорода, полученные в каждом цикле накопления и отбора водорода, выдает результат на световое табло и регистрирует на бумажной ленте с помощью цифропечатающего устройства.
3.1.7. Длительность анализа образцов типа I составляет 1,0-2,5 ч, длительность анализа образцов типа II составляет 2,0-2,5 ч.
Момент окончания анализа устанавливается по величине выходного сигнала. Площадь пика при последнем отборе пробы газа из камеры, собранного в течение 15 мин, должна составлять не более 2% суммы предыдущих площадей пиков.
3.1.8. После окончания анализа отключить автоматический режим работы электромагнитного переключателя газа 5. Открыть крышку камеры 3, вынуть образец 1.
3.1.9. Взвесить образец после охлаждения до комнатной температуры с погрешностью не более ±0,01 г.
3.2. Метод 2
3.2.1. Для подготовки прибора (черт. 2) проверить его герметичность, для чего необходимо: создать вакуум в приборе, равный 0,8-1,0 Па [(6-8)·10![]() мм рт.ст.] при открытых кранах 4, 3, 2 и закрытом кране 1 (черт. 2). Закрыть кран 2 и открыть кран 1. Снять нижнюю часть колбы 7.
мм рт.ст.] при открытых кранах 4, 3, 2 и закрытом кране 1 (черт. 2). Закрыть кран 2 и открыть кран 1. Снять нижнюю часть колбы 7.
3.2.2. Поместить образец в нижнюю часть колбы и подсоединить ее к прибору. Вакуумировать прибор с образцом до давления не более 2,7 Па (2·10![]() мм рт.ст.) при открытых кранах 4, 3, 2 и закрытом кране 1 за время 60-70 с. При достижении указанного вакуума закрыть одновременно краны 4 и 3, затем кран 2. Выдержать прибор с образцом в вакуумированном состоянии в течение 5 сут при комнатной температуре.
мм рт.ст.) при открытых кранах 4, 3, 2 и закрытом кране 1 за время 60-70 с. При достижении указанного вакуума закрыть одновременно краны 4 и 3, затем кран 2. Выдержать прибор с образцом в вакуумированном состоянии в течение 5 сут при комнатной температуре.
3.2.3. После 5 сут выдержки записать разность уровней жидкости в манометре прибора с погрешностью до ±0,5 мм. При снятии показаний манометра должна быть измерена температура воздуха в помещении на расстоянии не более 1,0 м от измерительных приборов с погрешностью не более ±0,5 °С. Открыть краны 4, 3, 1, снять нижнюю часть колбы, вынуть образец, закрыть кран 1. Подсоединить нижнюю часть колбы к прибору, открыть кран 2 и вакуумировать прибор до давления не более 1,0 Па (8·10![]() мм рт.ст.), закрыть кран 2.
мм рт.ст.), закрыть кран 2.
Прибор без образца следует держать в вакуумированном состоянии.
3.2.4. Определить массу образца (![]() ) с погрешностью не более ±0,01 г.
) с погрешностью не более ±0,01 г.
3.3. Определение доли наплавленного и расплавленного металла в сечении образца (методы 1 и 2)
3.3.1. Изготовить и протравить шлиф поперечного сечения образца для определения границы проплавленного шва. Фотографически или репродуцированием контуров образца и шва на кальку получить изображение поперечного сечения образца с линейным увеличением не менее 4. В соответствии с черт. 6 нанести линию, разделяющую изображение наплавленного и проплавленного металла. Вырезать и определить массу бумаги, изображающую площадь наплавленного металла ![]() и металла шва
и металла шва ![]() . Взвешивание на аналитических весах выполнить с погрешностью не более ±0,001 г.
. Взвешивание на аналитических весах выполнить с погрешностью не более ±0,001 г.
Черт.6. Поперечное сечение образца
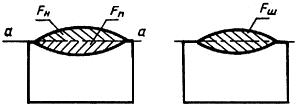
![]() - площадь наплавленного металла;
- площадь наплавленного металла; ![]() - площадь проплавленного металла;
- площадь проплавленного металла;![]() - площадь шва;
- площадь шва; ![]() - линия, разделяющая наплавленный и проплавленный металл
- линия, разделяющая наплавленный и проплавленный металл
Черт. 6
3.3.2. Определить массу ![]() и
и ![]() в каждом из трех сечений для образца типов I, III (поверхности излома образцов и выводных планок и середина образца; двух сечений для образца типа II - поверхности излома образцов и выводных планок).
в каждом из трех сечений для образца типов I, III (поверхности излома образцов и выводных планок и середина образца; двух сечений для образца типа II - поверхности излома образцов и выводных планок).
4. ОБРАБОТКА РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ
4.1. Массу наплавленного металла (![]() ) г, вычисляют по формуле
) г, вычисляют по формуле
![]() (1)
(1)
где ![]() - масса пластины после наплавки, г;
- масса пластины после наплавки, г; ![]() - масса пластины, г.
- масса пластины, г.
4.2. Определение объема выделившегося водорода
4.2.1. Метод 1
Объем выделившегося водорода (![]() ), см
), см![]() , вычисляют по формуле
, вычисляют по формуле
![]() (2)
(2)
где ![]() - сумма площадей пиков
- сумма площадей пиков ![]() мкВ·с;
мкВ·с;
![]() - функция преобразования, см
- функция преобразования, см![]() /мкВ·с, определяемая в соответствии с приложением 1.
/мкВ·с, определяемая в соответствии с приложением 1.
В полученном значении ![]() оставляют три значащие цифры.
оставляют три значащие цифры.
4.2.2. Метод 2
Объем выделившегося водорода (![]() ), см
), см![]() , вычисляют по формуле
, вычисляют по формуле
![]() (3)
(3)
где ![]() - температура воздуха в помещении в момент снятия показаний манометра, °С;
- температура воздуха в помещении в момент снятия показаний манометра, °С; ![]() - объем колбы, см
- объем колбы, см![]() ;
; ![]() - объем образца после сварки, см
- объем образца после сварки, см![]() , по формуле
, по формуле
![]() (4)
(4)
где 7,85 - плотность низкоуглеродистой стали, г/см![]() ;
; ![]() - разность уровней жидкости в манометре, см;
- разность уровней жидкости в манометре, см; ![]() - холостая поправка прибора.
- холостая поправка прибора.
![]() и
и ![]() определяются для каждого конкретного прибора согласно п.3.2.3 приложения 2,
определяются для каждого конкретного прибора согласно п.3.2.3 приложения 2,
![]() в расчете учитывается с положительным знаком.
в расчете учитывается с положительным знаком.
4.3. Содержание диффузионного водорода, отнесенного к 100 г наплавленного металла ![]() , см
, см![]() , вычисляют по формуле
, вычисляют по формуле
![]() . (5)
. (5)
4.4. Содержание диффузионного водорода, отнесенное к 100 г металла шва ![]() , см
, см![]() , вычислить по формуле
, вычислить по формуле
![]() (6)
(6)
где ![]() - среднее арифметическое отношение масс наплавленного металла и металла шва в сечении анализируемого образца, определяемое по формуле
- среднее арифметическое отношение масс наплавленного металла и металла шва в сечении анализируемого образца, определяемое по формуле
 , (7)
, (7)
где ![]() - число сечений.
- число сечений.
4.5. Перевод содержания диффузионного водорода из см![]() /100 г в концентрацию массовую млн
/100 г в концентрацию массовую млн![]() выполняется по формуле
выполняется по формуле
![]() (8)
(8)
4.6. Для испытания одной партии сварочного материала необходимо выполнить по методу 1 три параллельных опыта, по методу 2 - четыре параллельных опыта.
4.7. Измерение содержания диффузионного водорода в наплавленном металле (металле шва) по методу 1 выполняется с относительной погрешностью +7% при доверительной вероятности Р=0,95 в указанном диапазоне измеряемых значений.
4.8. Измерение содержания диффузионного водорода в наплавленном металле (металле шва) по методу 2 выполняется с относительной погрешностью ±5% в указанном диапазоне измеряемых значений.
4.9. Контроль точности результатов анализа осуществляется периодической поверкой приборов для измерения объема выделившегося водорода в соответствии с приложениями 1 и 2.
4.10. Результат измерения содержания водорода представляют в следующей форме
![]() (9)
(9)
где ![]() - среднее арифметическое параллельных опытов;
- среднее арифметическое параллельных опытов;![]() - относительное среднее квадратическое отклонение, определяемое в соответствии с приложением 3;
- относительное среднее квадратическое отклонение, определяемое в соответствии с приложением 3;![]() - число параллельных опытов.
- число параллельных опытов.
ПРИЛОЖЕНИЕ 1 (обязательное). ОПРЕДЕЛЕНИЕ ФУНКЦИИ ПРЕОБРАЗОВАНИЯ ПРИБОРОВ ОБ 2144, ОБ 2456 ДЛЯ ИЗМЕРЕНИЯ ОБЪЕМА ДИФФУЗИОННОГО ВОДОРОДА ПО МЕТОДУ 1
ПРИЛОЖЕНИЕ 1
Обязательное
1. Средства измерения, вспомогательные устройства и материалы, необходимые для градуировки прибора:
поверочная газовая смесь (ПГС) аргона и водорода по нормативно-технической документации, с объемной долей водорода от 10 до 25%;
шприц для набора пробы ПГС и ввода в камеру (черт. 7);
Черт.7. Шприц и схема набора проб ПГС с различного объема
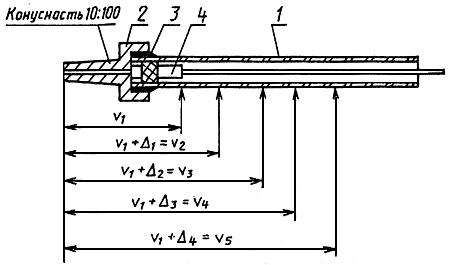
1 - стеклянная часть шприца - бюретка типа 6-2-2 ГОСТ 20292; 2 - головка шприца;
3 - эпоксидный клей; 4 - поршень
Черт. 7
весы лабораторные ВЛДП-200 по НТД;
шприц медицинский (типа "Рекорд"), емкостью 1-5 мл по нормативно-технической документации;
игла инъекционная 04х25 по ГОСТ 25377;
трубка резиновая ![]() 6-10 мм;
6-10 мм;
емкость стеклянная 200-400 см![]() ;
;
глицерин по ГОСТ 6259;
секундомер СОС пр2б-2 по НТД;
барометр БАММ-1 по НТД;
термометр по ГОСТ 28498-90;
спирт-ректификат по ГОСТ 5962, при 20 °С ![]() =0,79 мг/мм
=0,79 мг/мм![]() .
.
2. Определение функции преобразования (![]() ) заключается в установлении зависимости между объемом водорода
) заключается в установлении зависимости между объемом водорода ![]() измеряемом в см
измеряемом в см![]() (мм
(мм![]() ) и приведенном к температуре 0 °С и давлению 101,3 кПа (760 мм рт.ст.) и площадью пика
) и приведенном к температуре 0 °С и давлению 101,3 кПа (760 мм рт.ст.) и площадью пика ![]() . Для этого пробу ПГС заданного объема, содержащую известную долю водорода, с помощью шприца вводят в камеру, затем газом-носителем проба вымывается и транспортируется в хроматограф, где происходит детектирование водорода. Измерение площади пика осуществляется интегратором.
. Для этого пробу ПГС заданного объема, содержащую известную долю водорода, с помощью шприца вводят в камеру, затем газом-носителем проба вымывается и транспортируется в хроматограф, где происходит детектирование водорода. Измерение площади пика осуществляется интегратором.
3. Градуировка шприца для набора пробы ПГС и ввода ее в камеру (в дальнейшем - шприца)
3.1. Ввести до упора поршень в шприц и взвесить шприц с иглой пять раз в течение 30 мин.
3.2. Совместить заданную часть поршня (указана стрелкой на черт. 7) с ближайшим делением на стеклянной части шприца, выдвинув поршень шприца, и определить массу шприца со спиртом при этой установке поршня. Для заполнения шприца спиртом снять (если была надета) иглу с головки шприца, медицинским шприцом набрать из стеклянной емкости этиловый спирт, ввести спирт отдельно в шприц и снятую иглу, после чего надеть на головку шприца, не допустив пузырьков воздуха внутри заполненного объема. Удалить капли спирта с поверхности шприца и взвесить шприц.
3.3. Аналогичные взвешивания шприца со спиртом произвести, выдвинув поршень на 0,2 мл, 0,4 мл, 0,6 мл, 0,8 мл, 1,0 мл по отношению к положению поршня по п.3.2.
3.4. Каждый опыт по пп.3.2 и 3.3 выполнить по пять раз, вновь заполняя шприц и иглу спиртом.
Взвешивание выполнить на весах ВЛДП-200 с погрешностью не более ±0,001 г.
3.5. Определить среднее арифметическое значение массы сухого шприца и шприца со спиртом в каждом положении поршня - ![]() ,
,![]() ,
,![]() ,
, ![]() ,
, ![]() .
.
3.6. Определить вместимости шприца (![]() ,
,![]() ,
,![]() ,
,![]() ,
,![]() ), см
), см![]() , по формуле
, по формуле
![]() ,
,
где ![]() - номер вместимости (1, 2, 3, 4, 5);
- номер вместимости (1, 2, 3, 4, 5);![]() - среднее арифметическое значение массы шприца со спиртом;
- среднее арифметическое значение массы шприца со спиртом;![]() - среднее арифметическое значение массы сухого спирта.
- среднее арифметическое значение массы сухого спирта.
Полученные значения ![]() округлить до двух значащих цифр.
округлить до двух значащих цифр.
4. Выполнение опытов для определения функции преобразования
4.1. Включить прибор и установить рабочие параметры в соответствии с пп.3.1.1, 3.1.2 настоящего стандарта, не включая печь для нагрева камеры. Прибор готов к выполнению опытов через 1 ч.
4.2. С помощью редуктора подать ПГС из баллона через резиновую трубку в мензурку емкостью 200-400 см![]() , заполненную глицерином до высоты 20-50 мм (черт. 8). Установить расход ПГС 1-2 л/ч и пропускать ее не менее 1 ч перед проведением опытов.
, заполненную глицерином до высоты 20-50 мм (черт. 8). Установить расход ПГС 1-2 л/ч и пропускать ее не менее 1 ч перед проведением опытов.
Черт.8. Схема устройства для набора ПГС в шприц
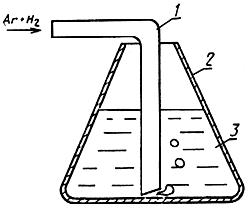
1 - трубка резиновая; 2 - стеклянная емкость; 3 - глицерин
Черт. 8
4.3. Вложить в камеру дегазированный образец (образец, полученный в соответствии с требованиями пп.2.1, 2.2 и 2.3.1 настоящего стандарта, исключая хранение образца в охлаждающей жидкости, и находившийся при комнатной температуре более семи суток). Закрыть камеру крышкой с резиновой мембраной, предназначенной для ввода проб газа в камеру с помощью шприца.
4.4. Промыть камеру с образцом газом-носителем в течение 30-40 °С. Повторить эту операцию трижды, следить за удалением воздуха из камеры по уменьшению пиков кислорода и азота воздуха на потенциометре.
4.5. Для набора пробы ПГС в шприц следует ввести поршень до упора в шприц, проколоть резиновую трубку, по которой подается ПГС, плавно набрать 200-300 мм![]() ПГС и плавно вытолкнуть. Повторить эту операцию, не вынимая иглы шприца из прокола, 3-4 раза. Набрать на 100 мм
ПГС и плавно вытолкнуть. Повторить эту операцию, не вынимая иглы шприца из прокола, 3-4 раза. Набрать на 100 мм![]() ПГС больше заранее намеченного объема, плавно вынуть шприц.
ПГС больше заранее намеченного объема, плавно вынуть шприц.
4.6. Не более чем через 15 с пробу ПГС ввести внутрь реакционной камеры. Для этого необходимо вытолкнуть избыточную часть ПГС, проколоть мембрану в крышке камеры 3 и плавно вытолкнуть пробу ПГС в камеру. Не вынимая шприца набрать 100-200 мм![]() газа из камеры и вытолкнуть в камеру. Эту операцию повторить 3-4 раза. Вынуть шприц.
газа из камеры и вытолкнуть в камеру. Эту операцию повторить 3-4 раза. Вынуть шприц.
4.7. Промыть камеру с введенной пробой ПГС газом-носителем. Потенциометр зарегистрирует пик водорода, интегратор, его площадь.
4.8. В соответствии с пп.4.5, 4.6, 4.7 выполнить измерения площади пиков при вводе проб ПГС шприцем объемами ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() и зарегистрировать соответствующие им площади
и зарегистрировать соответствующие им площади ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() . Измерения для каждого значения вместимости повторить по пять
. Измерения для каждого значения вместимости повторить по пять
раз.
4.9. Измерить температуру ![]() окружающей среды с погрешностью не более ±0,5 °С и давление
окружающей среды с погрешностью не более ±0,5 °С и давление ![]() окружающей среды с погрешностью не более ±0,2 кПа.
окружающей среды с погрешностью не более ±0,2 кПа.
5. Вычисление функции преобразования газоанализатора
5.1. Определить объем водорода ![]() см
см![]() , приведенный к 0 °С и 101,3 кПа, для каждой вместимости шприца
, приведенный к 0 °С и 101,3 кПа, для каждой вместимости шприца ![]() по формуле
по формуле
![]()
5.2. Определить среднее арифметическое значение площади пика ![]() мкВ·с по формуле
мкВ·с по формуле

где ![]() - номер вместимости;
- номер вместимости;![]() - номер измерения.
- номер измерения.
5.3. Методом наименьших квадратов определить функцию преобразования ![]() с размерностью см
с размерностью см![]() /мкВ·с по формуле
/мкВ·с по формуле
 .
.
Полученное значение ![]() округлить до двух значащих цифр.
округлить до двух значащих цифр.
ПРИЛОЖЕНИЕ 2 (обязательное). УСТРОЙСТВО, ПОДГОТОВКА И ГРАДУИРОВКА ПРИБОРА ДЛЯ ИЗМЕРЕНИЯ ОБЪЕМА ДИФФУЗИОННОГО ВОДОРОДА ПО МЕТОДУ 2
ПРИЛОЖЕНИЕ 2
Обязательное
1. Устройство прибора
1.1. Прибор (см. черт. 2) должен быть изготовлен из молибденового стекла. Рекомендуемая толщина стенок прибора около 2 мм.
1.2. Объем измерительной колбы и трубок от крана 3 до капилляра манометра должен составлять 150-160 см![]() .
.
1.3. В приборе допускается применять только вакуумные краны.
1.4. Вакуумные уплотнения следует осуществлять только смазкой Рамзая. При необходимости смазку следует удалять четыреххлористым углеродом по ГОСТ 20288 и эфиром.
1.5. Величину вакуума следует измерять термопарноионизационным вакууметром.
1.6. Манометр прибора необходимо заполнить 2-3 см![]() вакуумированного масла-дибутилфталата по ГОСТ 8728. Манометр должен быть снабжен шкалой с ценой деления 1 мм. Длина шкалы должна быть 400-500 мм.
вакуумированного масла-дибутилфталата по ГОСТ 8728. Манометр должен быть снабжен шкалой с ценой деления 1 мм. Длина шкалы должна быть 400-500 мм.
1.7. Разрежение в приборе следует создавать форвакуумным насосом, который должен иметь производительность не менее 50 дм/мин.
2. Подготовка прибора к работе
2.1. Внутренняя поверхность прибора и капиллярного манометра должна быть тщательно промыта этиловым спиртом по ГОСТ 18300.
Расход этилового спирта должен составлять не менее 100 см![]() на четыре прибора.
на четыре прибора.
2.2. Прибор следует проверить на вакуумную плотность в следующей последовательности:
создать вакуум, равный 0,8-1,0 Па [(6-8)·10![]() мм рт.ст.] при открытых кранах 4, 3, 2 и закрытом кране 1;
мм рт.ст.] при открытых кранах 4, 3, 2 и закрытом кране 1;
закрыть последовательно краны 2 и 3 и оставить прибор под вакуумом на 5 сут.
Прибор считать вакуумно-плотным, готовым к работе, если после выдержки в течение 5 сут давление в приборе при открытом кране 3 составляет не более 13 Па (1·10![]() мм рт.ст.).
мм рт.ст.).
2.3. Прибор, приведенный в рабочее состояние, необходимо содержать под вакуумом (краны 3, 1 и 2 закрыты, кран 4 открыт).
2.4. Подготовку прибора к работе после длительного (более 2 мес) перерыва следует проводить в соответствии с требованиями пп.2.1, 2.2.
3. Градуировка прибора
3.1. Объем измерительной колбы и трубок от крана 3 до капилляров манометра следует измерить заполнением дистиллированной водой с погрешностью до ±0,2 см![]() .
.
3.2. Определение холостой поправки прибора
3.2.1. У прибора, приведенного в рабочее состояние, должна быть определена холостая поправка. Измерение холостой поправки следует проводить выдержкой прибора под вакуумом в течение 5 сут с помещенным внутрь прибора балластным объемом 20-25 см![]() из стекла или коррозионностойкой стали, имитирующей образец.
из стекла или коррозионностойкой стали, имитирующей образец.
3.2.2. Балластный объем перед укладкой в прибор следует тщательно промыть этиловым спиртом по ГОСТ 18300 и вакуумировать в приборе в течение 5 ч при разрежении, равном 0,8-1,0 Па [(6-8)·10![]() мм рт.ст.], краны 2, 4, 3 открыты, кран 1 закрыт, форвакуумный насос должен непрерывно работать.
мм рт.ст.], краны 2, 4, 3 открыты, кран 1 закрыт, форвакуумный насос должен непрерывно работать.
3.2.3. После откачки прибора в течение 5 ч прибор следует подготовить для измерения холостой поправки:
закрыть кран 2, открыть кран 1 (краны 4 и 3 открыты) и выдержать в таком состоянии в течение 60 с;
закрыть кран 1, открыть кран 2 (краны 4 и 3 открыты). Вакуумировать прибор в течение 60 с;
закрыть краны 4, 3, 2 последовательно;
выдержать прибор в течение 5 сут, зарегистрировать изменение давления ![]() которое имеет отрицательное значение.
которое имеет отрицательное значение.
ПРИЛОЖЕНИЕ 3 (обязательное). ОПРЕДЕЛЕНИЕ СРЕДНЕГО КВАДРАТИЧЕСКОГО ОТКЛОНЕНИЯ РЕЗУЛЬТАТА ИЗМЕРЕНИЯ СОДЕРЖАНИЯ ДИФФУЗИОННОГО ВОДОРОДА ПРИ КОНТРОЛЕ ПАРТИИ СВАРОЧНОГО МАТЕРИАЛА (МЕТОДЫ 1 И 2)
ПРИЛОЖЕНИЕ 3
Обязательное
1. Для существующей технологии изготовления сварочного материала выполнить число параллельных измерений ![]() содержания диффузионного водорода.
содержания диффузионного водорода.
2. Определить величину среднего квадратичного отклонения (![]() ) по формуле
) по формуле
где ![]() - число измерений;
- число измерений;![]() - результат отдельного измерения;
- результат отдельного измерения;![]() - среднее арифметическое результата измерения, определяемое по формуле
- среднее арифметическое результата измерения, определяемое по формуле

3. Определить величину относительного отклонения (![]() ) измерения в процентах по формуле
) измерения в процентах по формуле
![]()
Полученное значение ![]() округлить до двух значащих цифр.
округлить до двух значащих цифр.
4. При изменении технологии изготовления сварочного материала определить величину относительного отклонения измерения содержания водорода в соответствии с пп.2, 3.
Поищите станок для гибки арматуры здесь - https://www.komplektacya.ru/stroitelnaja-texnika-oborudovanie/gibka-rezka-armatury/ruchnoj-stanok-dlya-gibki-armatury/