

Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля расслоений
ГОСТ Р ИСО 10124-99
Группа В69
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ СТАЛЬНЫЕ НАПОРНЫЕ БЕСШОВНЫЕ И СВАРНЫЕ (КРОМЕ ТРУБ, ИЗГОТОВЛЕННЫХ ДУГОВОЙ СВАРКОЙ ПОД ФЛЮСОМ)
Ультразвуковой метод контроля расслоений
Seamless and welded (except submerged агс-welded) steel tubes for pressure purposes. Ultrasonic testing for the detection of laminar imperfections
ОКС 19.100
ОКСТУ 0009
Дата введения 2001-01-01
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 132 "Техническая диагностика"
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 23 декабря 1999 г. N 672-ст
3 Настоящий стандарт представляет собой аутентичный текст международного стандарта ИСО 10124-94* "Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля расслоений"
________________
* Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить, перейдя по ссылке на сайт http://shop.cntd.ru. - Примечание изготовителя базы данных.
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ
Введение
Введение
Настоящий стандарт распространяется на ультразвуковой метод контроля бесшовных и сварных стальных труб (за исключением труб, изготовленных дуговой сваркой под флюсом) для обнаружения дефектов расслоения.
Термин "дефект расслоения" означает любой дефект, расположенный, как правило, параллельно поверхности трубы в пределах толщины изделия.
Рассматриваются четыре различных приемочных уровня (таблица 1). Выбор между этими уровнями относится к компетенции Технического комитета ИСО, ответственного за разработку соответствующих стандартов.
1 Область применения
1.1 Настоящий стандарт устанавливает требования к ультразвуковому методу контроля бесшовных и сварных стальных труб (кроме труб, изготовленных дуговой сваркой под флюсом) для обнаружения дефектов расслоения в соответствии с четырьмя приемочными уровнями контроля. Приемочный уровень В1 относится только к бесшовным трубам, предназначенным для применения в критических условиях, например для паросборников (таблица 1).
Примечание - Для сварных труб (кроме труб, изготовленных дуговой сваркой под флюсом) требования к ультразвуковому контролю для обнаружения дефектов расслоения установлены в международном стандарте ИСО 12094. В этом случае ультразвуковой контроль проводят на стальных полосах, из которых должны изготовляться трубы.
1.2 Настоящий стандарт распространяется на трубы наружным диаметром более 30 мм. Нижний предел толщины стенки не устанавливается.
Примечание - Возможны трудности при применении данного метода контроля для обнаружения дефектов расслоения и их классификации по размерам при толщине стенок труб менее 5 мм. В таких случаях необходимо согласование между потребителем и изготовителем методов контроля труб и классификации размеров дефектов.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующий стандарт:
ИСО 12094-94* Трубы стальные сварные напорные. Ультразвуковой контроль для определения расслоений в полосовом (листовом) материале, используемом для изготовления сварных труб
________________
* Международный стандарт - во ВНИИКИ Госстандарта России.
3 Общие требования
3.1 Ультразвуковой контроль, регламентируемый данным стандартом, как правило, проводят на трубах после завершения всех производственных операций.
Контроль должен проводиться персоналом, сертифицированным (аттестованным) в соответствии с действующей системой аттестации и назначенным изготовителем.
В случае осуществления контроля третьей стороной об этом должна быть достигнута договоренность между потребителем и изготовителем.
3.2 Кривизна трубы и состояние ее поверхности должны удовлетворять требованиям применяемых приборов ультразвукового контроля.
4 Метод контроля
4.1 При контроле труб для обнаружения дефектов расслоения используют эхоимпульсный метод ультразвуковой дефектоскопии, посылая импульсы ультразвуковых колебаний в изделие перпендикулярно к его поверхности.
4.2 Во время испытаний труба и(или) ультразвуковой преобразователь должны двигаться относительно друг друга с шагом сканирования, обеспечивающим обнаружение дефектов расслоений размерами, не менее приведенных в таблице 1.
Таблица 1 - Приемочные уровни и соответствующие им размеры дефектов расслоения, которые обнаруживают в трубах при ультразвуковом контроле
Приемочный уровень | Минимальная площадь дефекта расслоения | Поперечный размер |
В1 | 165 | 12 |
В2 | 165± | 6-12 |
В3 | 165± | 9-15 |
В4 | 165± | 12-20 |
Обозначения: | ||
Примечание - На обоих концах трубы могут быть короткие отрезки, которые нельзя подвергнуть контролю. В этом случае изготовитель должен обрезать их или провести ручной ультразвуковой контроль, используя соответствующие приемочные уровни.
4.3 Максимальный размер каждого применяемого ультразвукового преобразователя, измеряемый параллельно оси трубы, не должен быть более 30 мм. Минимальная частота ультразвукового преобразователя должна быть 2 МГц (номинальная).
4.4 Ультразвуковая установка должна обеспечивать разбраковку труб (годные и дефектные) посредством автоматического срабатывания на установленное значение браковочного уровня в сочетании с системой маркировки и(или) сортировки.
5 Стандартные образцы
5.1 Стандартные образцы, определенные в данном стандарте, являются эталонами, пригодными для калибровки неразрушающего испытательного оборудования. Размеры искусственных отражателей в этих эталонах не должны рассматриваться как минимальные размеры дефектов, обнаруживаемых данным оборудованием.
5.2 Ультразвуковое оборудование калибруют электронными средствами с использованием гладких трубчатых стандартных образцов согласно 7.1.1 или с помощью стандартных образцов, имеющих плоскодонные отверстия, квадратные или прямоугольные выемки (рисунок 1), вырезанные на внутренней поверхности трубчатого испытательного образца, с учетом того, что для приемочного уровня В1 можно использовать эталоны только с плоскодонными отверстиями.
Рисунок 1 - Формы эталонных отверстия и выемок
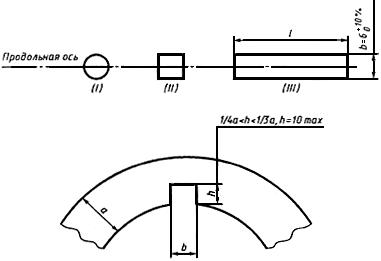
![]() - длина прямоугольной выемки (единственное ограничение
- длина прямоугольной выемки (единственное ограничение ![]() 6 мм);
6 мм); ![]() - ширина прямоугольной выемки и диаметр отверстия;
- ширина прямоугольной выемки и диаметр отверстия; ![]() - глубина прямоугольной выемки и отверстия;
- глубина прямоугольной выемки и отверстия; ![]() - толщина стенки трубы
- толщина стенки трубы
Рисунок 1 - Формы эталонных отверстия и выемок
Стандартный образец с плоскодонным отверстием используют как первичное средство для установления чувствительности испытательного оборудования. При использовании других типов стандартных образцов чувствительность регулируют так, чтобы она была эквивалентна чувствительности, полученной при использовании образца с плоскодонным отверстием.
5.3 Стандартный образец должен иметь такой же номинальный диаметр, толщину и качество поверхности, что и труба, подлежащая контролю, а также аналогичные акустические свойства.
6 Размеры искусственных отражателей в стандартных образцах
6.1 Искусственные отражатели в используемых стандартных образцах должны иметь следующие размеры.
6.1.1 Ширина (поперечный размер) - (6+10%) мм.
6.1.2 Глубина выемки - в интервале ![]() от номинальной толщины трубы при максимальном значении 10 мм.
от номинальной толщины трубы при максимальном значении 10 мм.
6.2 Размеры и форма стандартного образца должны поверяться соответствующим методом.
7 Калибровка и контроль испытательного оборудования
7.1 Испытательное оборудование калибруют в статическом состоянии с использованием электронных средств согласно 7.1.1 или стандартных образцов согласно 7.1.2.
По договоренности между потребителем и изготовителем испытательное оборудование можно также калибровать в динамическом состоянии, гарантирующем, что при выбранном шаге контроля и частоте повторения импульсов оборудование будет обнаруживать расслоения с минимальными размерами (![]() ), указанными в таблице 1.
), указанными в таблице 1.
7.1.1 Калибровка с использованием электронных средств
Эталонным уровнем считается уровень на 10 дБ менее амплитуды первого донного эхо-сигнала при установке ультразвукового преобразователя на гладкий трубчатый стандартный образец.
Необходимая регулировка чувствительности должна быть сделана до начала производственного контроля, и изготовитель должен обеспечить способность оборудования обнаруживать эталонное отверстие или выемку при установленной чувствительности.
7.1.2 Калибровка с использованием стандартного образца
Эталонным уровнем считается уровень амплитуды первого эхо-сигнала при установке ультразвукового преобразователя неподвижно над центром эталонного отверстия или выемки.
7.2 Во время производственного контроля труб скорости относительного вращения и(или) перемещения, а также частота повторения импульсов, должны быть выбраны так, чтобы обнаруживать расслоения с минимальными размерами (![]() ) и круговыми размерами (
) и круговыми размерами (![]() ) в соответствии с таблицей 1 на основе установленного браковочного уровня.
) в соответствии с таблицей 1 на основе установленного браковочного уровня.
7.3 Проверка калибровки должна осуществляться с регулярными интервалами во время производственного контроля труб одинакового сортамента с использованием выбранного стандартного образца. Периодичность проверки калибровки должна быть не менее 4 ч или один раз на каждые 10 проконтролированных труб независимо от продолжительности контроля. Кроме того, проверку калибровки необходимо проводить всегда, когда происходит смена бригады операторов, обслуживающих оборудование, а также в начале и конце производственного цикла.
Примечание - В тех случаях, когда производственный контроль проводят в течение всей рабочей смены, 4-часовой период может быть увеличен по согласованию между потребителем и изготовителем.
7.4 Оборудование должно проходить повторную калибровку после любых регулировок системы или в тех случаях, когда происходит изменение сортамента контролируемых труб.
7.5 Если после проверки калибровки требования калибровки не удовлетворены даже после увеличения чувствительности на 3 дБ с поправкой на дрейф системы, то все трубы, прошедшие контроль после предыдущей калибровки, должны быть подвергнуты контролю вновь после повторной калибровки оборудования.
Повторный контроль не является необходимым даже после падения чувствительности более чем на 3 дБ после предыдущей калибровки при наличии соответствующей записи, обеспечивающей разбраковку труб на годные и дефектные.
8 Приемка
8.1 Любая труба, по своим характеристикам не превышающая браковочный уровень, считается прошедшей контроль.
8.2 Любая труба, по своим характеристикам превышающая браковочный уровень, считается дефектной или же по желанию изготовителя может быть проконтролирована повторно.
8.3 Если при повторном контроле браковочный уровень не превышен, труба считается прошедшей контроль. При превышении браковочного уровня труба считается дефектной.
8.4 Для дефектных труб должны быть предприняты одна или несколько следующих мер в соответствии с требованиями стандарта на продукцию:
- сомнительный участок нужно исследовать ручным методом ультразвукового контроля или с использованием соответствующей автоматической либо полуавтоматической системы, чтобы установить степень распространения участка расслоения. Труба будет считаться годной, если площадь расслоения (![]() ) и общая суммарная площадь расслоения не превышают значений, указанных в таблице 2;
) и общая суммарная площадь расслоения не превышают значений, указанных в таблице 2;
- сомнительный участок должен быть вырезан. Изготовитель должен гарантировать потребителю, что все сомнительные участки удалены.
В противном случае труба считается не прошедшей контроль.
Таблица 2 - Приемочные нормы
Приемочный уровень | Минимальная площадь отдельного учитываемого расслоения ( | Максимально допустимая площадь расслоения ( | Общая суммарная площадь расслоений | |
локально на метр трубы (% от | в среднем на метр общей длины трубы (% от | |||
В1 | - | 165 | - | - |
В2 | 165+ | 165+ | 1% | 0,5% |
В3 | 165+ | 165+2 | 2% | 1% |
В4 | 165+ | 165+4 | 4% | 2% |
Обозначение | ||||
9 Протокол испытаний
После проведения контроля изготовитель должен передать потребителю протокол испытаний, который, как минимум, включает следующую информацию:
- ссылку на настоящий стандарт;
- дату проведения контроля;
- приемочный уровень;
- официальный документ о качестве трубы, прошедшей контроль;
- сортамент трубы и номер партии;
- состав и тип используемого оборудования;
- описание стандартного образца;
- применяемый метод калибровки.
ОКС 19.100 | В69 | ОКСТУ 0009 | ||
Ключевые слова: трубы стальные, ультразвуковой метод, стандартные образцы, калибровка, испытательное оборудование | ||||
Стропу цепную здесь глянь - https://www.komplektacya.ru/gruzopodjemnoe-oborudovanie/stropy-gruzovye/tsepnye/