

Трубы медные. Технические условия
ГОСТ 617-90
Группа В64
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ МЕДНЫЕ
Технические условия
Copper tubes. Specifications
ОКП 18 4450
Срок действия с 01.01.92
до 01.01.97*
______________________________
* Ограничение срока действия снято
по протоколу N 7-95 Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС N 11 1995 г.). - Примечание.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
В.Н.Федоров, д-р техн. наук; Ю.М.Лейбов, канд. техн. наук (руководитель темы); Н.С.Извольская; О.С.Никитина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 22.06.90 N 1744
3. ВЗАМЕН ГОСТ 617-72
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 427-75 | 3.2 |
ГОСТ 859-78 | 1.1; 2.8 |
ГОСТ 1173-77 | 1.5.1 |
ГОСТ 2991-85 | 1.5.1 |
ГОСТ 2999-75 | 3.4 |
ГОСТ 3282-74 | 1.5.1 |
ГОСТ 3560-73 | 1.5.1 |
ГОСТ 3845-75 | 3.7 |
ГОСТ 6507-78 | 3.2 |
ГОСТ 7502-80 | 3.2 |
ГОСТ 8693-80 | 3.6 |
ГОСТ 8695-75 | 3.5 |
ГОСТ 9557-87 | 1.5.3 |
ГОСТ 9717.1-82 - ГОСТ 9717.3-82 | 3.8 |
ГОСТ 10006-80 | 3.4 |
ГОСТ 10198-78 | 1.5.1 |
ГОСТ 11358-89 | 3.2 |
ГОСТ 12082-82 | 1.5.1 |
ГОСТ 13938.1-78 - ГОСТ 13938.12-78 | 3.8 |
ГОСТ 13938.13-77 | 3.8 |
ГОСТ 14192-77 | 1.4.3 |
ГОСТ 15102-75 | 1.5.1 |
ГОСТ 15527-70 | 1.1 |
ГОСТ 15846-79 | 1.5.2 |
ГОСТ 18242-72 | 2.2 |
ГОСТ 18321-73 | 2.2 |
ГОСТ 21650-76 | 1.5.3 |
ГОСТ 22225-76 | 1.5.1 |
ГОСТ 23238-78 | 1.5.3 |
ГОСТ 24047-80 | 3.4 |
ГОСТ 24231-80 | 3.8 |
ГОСТ 24597-81 | 1.5.3 |
ГОСТ 26877-86 | 3.2 |
ОСТ 48-218-82 | 1.5.1 |
Настоящий стандарт распространяется на медные круглые тянутые, холоднокатаные и прессованные трубы общего назначения.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке, из меди марок M1, M1p, M2, М2р, М3, М3р с химическим составом по ГОСТ 859, томпака марки Л96 с химическим составом по ГОСТ 15527.
Трубы для токопроводящих изделий изготовляют из меди марок M1 и М2.
Трубы из томпака марки Л96 изготовляют диаметром до 30 мм включительно тянутыми и холоднокатаными.
1.2. Основные параметры и размеры
1.2.1. Наружный диаметр, толщина стенки тянутых и холоднокатаных труб и предельные отклонения по ним должны соответствовать приведенным в табл.1.
1.2.2. Наружный диаметр, толщина стенки прессованных труб и предельные отклонения по ним должны соответствовать приведенным в табл.2.
Таблица 1
| Пре- дель- |
| ||||||||||||||
0,8 | 1,0 ±0,10 | 1,2 ±0,12 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 6,0 | 7,0 | 8,0 | 10,0 | ||
3 | 0,049 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
4 | 0,072 | 0,084 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
5 | 0,094 | 0,112 | 0,127 | - | - | - | - | - | - | - | - | - | - | - | - | |
6 | -0,15 | 0,116 | 0,140 | 0,161 | 0,189 | 0,224 | - | - | - | - | - | - | - | - | - | - |
7 | 0,139 | 0,168 | - | 0,231 | - | - | - | - | - | - | - | - | - | - | - | |
8 | 0,161 | 0,196 | 0,228 | 0,272 | 0,335 | - | - | - | - | - | - | - | - | - | - | |
9 | 0,183 | 0,224 | - | 0,314 | 0,391 | 0,454 | - | - | - | - | - | - | - | - | - | |
10 | 0,206 | 0,252 | 0,295 | 0,356 | 0,447 | - | - | - | - | - | - | - | - | - | - | |
11 | - | - | - | 0,398 | 0,503 | 0,594 | 0,671 | - | - | - | - | - | - | - | - | |
12 | 0,250 | 0,307 | 0,362 | 0,440 | 0,559 | - | - | - | - | - | - | - | - | - | - | |
13 | - | 0,335 | - | 0,482 | 0,615 | 0,734 | 0,838 | - | - | - | - | - | - | - | - | |
14 | -0,20 | - | 0,363 | - | 0,524 | 0,671 | 0,803 | 0,992 | - | - | - | - | - | - | - | - |
15 | - | 0,391 | - | 0,566 | - | 0,873 | - | 1,125 | - | - | - | - | - | - | - | |
16 | 0,340 | 0,419 | 0,496 | 0,608 | 0,782 | - | 1,090 | - | 1,341 | - | - | - | - | - | - | |
17 | - | 0,447 | - | - | 0,838 | - | - | - | - | - | - | - | - | - | - | |
18 | - | 0,475 | - | 0,692 | 0,894 | - | 1,258 | 1,418 | 1,565 | - | - | - | - | - | - | |
19 | - | 0,503 | - | 0,734 | 0,950 | - | - | - | - | - | - | - | - | |||
20 | - | 0,531 | 0,630 | 0,776 | 1,006 | 1,223 | 1,425 | - | 1,789 | - | 2,096 | - | - | - | - | |
21 | - | - | - | - | - | - | 1,510 | - | - | - | - | - | - | - | - | |
22 | - | 0,587 | 0,697 | 0,859 | 1,118 | 1,362 | 1,593 | - | 2,012 | - | 2,375 | 2,684 | - | - | - | |
23 | - | - | - | 0,901 | - | - | - | - | - | 2,326 | - | - | - | - | - | |
24 | -0,24 | - | 0,643 | - | 0,943 | 1,230 | 1,502 | 1,761 | - | 2,236 | - | 2,655 | 3,019 | 3,326 | - | - |
25 | - | 0,671 | 0,798 | 0,985 | 1,286 | 1,572 | 1,844 | 2,103 | - | - | 2,795 | 3,187 | - | - | - | |
26 | - | 0,699 | - | 1,026 | 1,341 | 1,642 | 1,928 | - | - | - | 2,934 | 3,354 | 3,717 | - | - | |
(27) | - | 0,727 | - | - | - | - | 2,012 | - | - | - | 3,074 | - | - | - | - | |
28 | - | 0,755 | 0,899 | 1,111 | 1,453 | 2,096 | - | - | - | 3,214 | - | - | - | - | ||
30 | - | 0,810 | - | 1,198 | 1,565 | 1,921 | 2,264 | 2,592 | - | - | 3,493 | - | - | - | - | |
31 | - | - | - | - | - | - | 2,347 | 2,690 | - | 3,333 | - | - | - | - | - | |
32 | - | 0,866 | 1,033 | 1,279 | 1,677 | 2,061 | 2,431 | - | 3,130 | 3,458 | 3,773 | - | - | - | - | |
33 | - | - | - | - | - | - | 2,516 | 2,885 | - | - | - | - | - | - | - | |
34 | - | 0,922 | - | 1,362 | 1,788 | 2,201 | 2,599 | 2,983 | 3,354 | 3,710 | 4,052 | 4,695 | - | - | 6,707 | |
35 | - | 0,950 | 1,134 | 1,404 | - | 2,271 | - | - | - | - | 4,192 | - | - | - | - | |
36 | -0,30 | - | - | 1,167 | 1,446 | 1,900 | 2,340 | 2,767 | - | 3,577 | - | 4,332 | - | 5,676 | - | - |
37 | - | - | - | - | - | - | 2,852 | - | - | - | - | - | - | - | - | |
38 | - | 1,034 | - | 1,530 | - | 2,480 | 2,934 | - | 3,801 | - | - | - | - | - | - | |
40 | - | 1,090 | - | 1,614 | 2,123 | 2,620 | 3,102 | - | 4,024 | - | 4,890 | - | 6,456 | - | 8,384 | |
42 | - | 1,146 | 1,368 | 1,698 | 2,236 | 2,760 | - | - | - | - | 5,170 | - | - | - | - | |
45 | - | 1,230 | - | 1,823 | 2,403 | 2,969 | 3,521 | 4,059 | - | - | 5,589 | - | - | - | - | |
48 | - | - | - | 1,949 | 2,571 | - | 3,773 | - | 4,918 | - | 6,008 | - | - | - | - | |
50 | - | 1,368 | - | 2,033 | 2,683 | 3,319 | 3,940 | - | 5,142 | - | 6,288 | - | - | - | - | |
(51) | - | - | - | - | - | 3,383 | 4,024 | - | - | - | - | - | - | - | - | |
53 | - | - | - | 2,159 | 2,850 | - | 4,192 | 4,842 | 5,477 | - | - | - | - | - | - | |
(54) | - | - | - | - | 2,906 | - | - | - | - | - | - | - | - | - | - | |
55 | - | 1,509 | - | 2,243 | 2,962 | 3,668 | 4,360 | 5,037 | 5,701 | 6,351 | 6,986 | - | - | - | - | |
58 | - | - | - | - | - | 3,877 | - | 5,331 | 6,036 | 6,728 | - | 8,728 | - | - | - | |
60 | -0,40 | - | 1,649 | - | 2,452 | 3,242 | 4,017 | 4,779 | 5,526 | 6,260 | - | 7,685 | - | - | - | - |
63 | - | - | - | 2,578 | 3,409 | 2,227 | 5,030 | - | 6,595 | - | 8,104 | 9,558 | 10,96 | - | - | |
65 | - | - | - | - | 3,521 | 4,367 | 5,198 | 6,015 | - | - | 8,384 | - | 11,35 | - | 15,37 | |
68 | - | - | - | - | - | - | - | - | 7,154 | - | - | - | - | - | - | |
70 | - | - | - | 2,871 | 3,801 | 4,716 | 5,617 | 6,504 | 7,378 | - | 9,082 | - | - | - | - | |
75 | - | - | - | 3,081 | 4,080 | 5,065 | 6,036 | 6,996 | 7,937 | - | 9,781 | - | - | - | - | |
76 | - | - | - | - | - | - | 6,120 | - | 8,048 | - | - | - | - | - | - | |
80 | - | - | - | 3,291 | 4,360 | 5,415 | 6,456 | - | 8,496 | - | 10,48 | 12,41 | - | 16,10 | - | |
85 | -0,50 | - | - | - | 3,500 | 4,639 | 5,764 | - | 7,972 | 9,054 | 10,12 | 11,18 | - | 15,26 | - | 20,96 |
(86) | - | - | - | - | - | - | 6,959 | - | - | - | - | - | - | - | - | |
90 | - | - | - | 3,710 | - | 6,113 | - | 8,461 | - | 10,75 | 11,88 | - | - | - | - | |
95 | -0,50 | - | - | - | 3,919 | 5,198 | 6,462 | 7,713 | - | - | - | 12,58 | - | - | - | - |
96 | - | - | - | - | - | - | 7,797 | - | - | - | - | - | - | - | - | |
100 | - | - | - | 4,129 | 5,477 | 6,812 | 8,131 | 9,439 | 10,73 | - | 13,27 | 15,76 | 18,19 | 20,57 | 25,15 | |
104 | - | - | - | - | 5,701 | - | - | - | - | - | - | - | - | - | - | |
105 | - | - | - | - | - | 7,161 | - | - | - | - | - | - | - | - | - | |
106 | - | - | - | - | - | - | 8,635 | - | - | - | - | - | - | - | - | |
107 | - | - | - | - | - | - | - | 10,12 | - | - | - | - | - | - | - | |
108 | - | - | - | - | - | - | - | - | 11,63 | - | - | - | - | - | - | |
110 | ±0,30 | - | - | - | - | - | - | - | - | - | - | 14,67 | - | - | - | 27,95 |
114 | - | - | - | - | 6,260 | - | - | - | - | - | - | - | 20,93 | - | - | |
115 | - | - | - | - | - | 7,860 | - | - | - | - | - | - | - | - | - | |
116 | - | - | - | - | - | - | 9,470 | - | - | - | - | - | - | - | - | |
120 | - | - | - | - | - | - | - | - | - | - | 16,07 | - | - | - | 30,74 | |
122 | - | - | - | - | - | - | - | - | - | - | - | 19,45 | - | - | - | |
124 | - | - | - | - | - | - | - | - | - | - | - | - | 22,89 | - | - | |
125 | - | - | - | - | 6,870 | 8,560 | 10,23 | - | 13,53 | - | 16,77 | 18,95 | - | 20,30 | 32,14 | |
128 | - | - | - | - | - | - | - | - | - | - | - | - | 23,67 | - | - | |
129 | ±0,40 | - | - | - | - | 7,090 | - | - | - | - | - | - | - | - | - | - |
130 | - | - | - | - | - | 8,910 | - | - | - | - | - | - | - | 27,28 | 33,53 | |
131 | - | - | - | - | - | - | 10,73 | - | - | - | - | - | - | - | - | |
132 | - | - | - | - | - | - | - | 12,57 | - | - | - | - | - | - | - | |
135 | - | - | - | - | - | - | - | - | - | - | 18,16 | - | - | - | - | |
137 | - | - | - | - | - | - | - | - | - | - | - | 21,97 | - | - | - | |
139 | - | - | - | - | - | - | - | - | - | - | - | - | 25,82 | - | - | |
144 | - | - | - | - | 7,940 | - | - | - | - | - | - | - | - | - | ||
145 | - | - | - | - | - | 9,960 | - | - | - | - | - | - | - | 37,73 | ||
146 | - | - | - | - | - | - | 11,99 | - | - | - | - | - | - | - | ||
150 | - | - | - | - | - | - | - | - | - | - | 20,26 | - | - | - | - | |
155 | - | - | - | - | - | 10,65 | - | - | - | - | - | - | - | - | - | |
156 | ±0,50 | - | - | - | - | - | - | 12,83 | - | - | - | - | - | - | - | - |
157 | - | - | - | - | - | - | - | 15,01 | - | - | - | - | - | - | - | |
158 | - | - | - | - | - | - | - | - | 17,21 | - | - | - | - | - | - | |
160 | - | - | - | - | - | 11,00 | 13,16 | - | 17,44 | - | 21,66 | 25,82 | - | 33,98 | 41,92 | |
165 | - | - | - | - | - | 11,35 | - | - | - | - | - | - | - | - | - | |
166 | - | - | - | - | - | - | 13,67 | - | - | - | - | - | - | - | - | |
168 | - | - | - | - | - | - | - | - | 18,33 | - | - | - | - | - | - | |
170 | - | - | - | - | - | - | - | - | - | - | 23,06 | - | - | - | 44,71 | |
180 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | 47,51 | |
181 | - | - | - | - | - | - | 14,92 | - | - | - | - | - | - | - | - | |
182 | - | - | - | - | - | - | - | 17,46 | - | - | - | - | - | - | - | |
183 | - | - | - | - | - | - | - | - | 20,01 | - | - | - | - | - | - | |
185 | - | - | - | - | - | - | - | - | - | - | 25,15 | - | - | - | - | |
189 | - | - | - | - | - | - | - | - | - | - | - | - | 35,60 | - | - | |
200 | - | - | - | - | - | - | - | - | - | - | - | - | - | 42,92 | 53,10 | |
206 | ±0,70 | - | - | - | - | - | - | 17,02 | - | - | - | - | - | - | - | - |
207 | - | - | - | - | - | - | - | 19,90 | - | - | - | - | - | - | - | |
208 | - | - | - | - | - | - | - | - | 22,80 | - | - | - | - | - | - | |
210 | - | - | - | - | - | - | - | - | - | - | 28,64 | - | - | - | - | |
212 | - | - | - | - | - | - | - | - | - | - | - | 34,54 | - | - | - | |
214 | - | - | - | - | - | - | - | - | - | - | - | - | 40,49 | - | - | |
231 | - | - | - | - | - | - | 19,12 | - | - | - | - | - | - | - | - | |
232 | - | - | - | - | - | - | - | 22,35 | - | - | - | - | - | - | - | |
233 | - | - | - | - | - | - | - | - | 25,60 | - | - | - | - | - | - | |
235 | - | - | - | - | - | - | - | - | - | - | 32,14 | - | - | - | - | |
239 | - | - | - | - | - | - | - | - | - | - | - | - | 45,38 | - | - | |
250 | - | - | - | - | - | - | - | - | - | - | - | - | - | 54,10 | 57,07 | |
258 | - | - | - | - | - | - | - | - | 28,39 | - | - | - | - | - | - | |
260 | - | - | - | - | - | - | - | - | - | - | 35,63 | - | - | - | - | |
282 | - | - | - | - | - | - | - | 27,24 | - | - | - | - | - | - | - | |
283 | - | - | - | - | - | - | - | - | 31,19 | - | - | - | - | - | - | |
300 | - | - | - | - | - | - | - | - | - | - | - | - | - | 65,28 | - | |
307 | ±0,90 | - | - | - | - | - | - | - | 29,69 | - | - | - | - | - | - | - |
308 | - | - | - | - | - | - | - | - | 33,98 | - | - | - | - | - | - | |
310 | - | - | - | - | - | - | - | - | - | - | 42,62 | - | - | - | - | |
315 | - | - | - | - | - | - | - | - | - | - | - | - | - | 68,64 | 85,24 | |
332 | - | - | - | - | - | - | - | 32,13 | - | - | - | - | - | - | - | |
350 | - | - | - | - | - | - | - | - | - | - | - | - | 67,10 | 76,46 | - | |
357 | - | - | - | - | - | - | - | 34,58 | - | - | - | - | - | - | - | |
358 | - | - | - | - | - | - | - | - | 39,57 | - | - | - | - | - | - | |
360 | - | - | - | - | - | - | - | - | - | - | 49,60 | - | - | - | - | |
Примечания:
1. Теоретическая масса вычислена по номинальному диаметру и номинальной толщине стенки. Плотность меди принята равной 8,9 г/см![]() . Теоретическая масса является справочной.
. Теоретическая масса является справочной.
2. Размеры труб, заключенные в скобках, нерекомендуемые.
Таблица 2
| Пре- дель- |
| ||||||||||||||
5,0 | 6,0 | 7,0 | 7,5 | 8,0 | 8,5 | 10,0 | 12,5 | 15,0 | 17,5 | 20,0 | 22,5 | 25,0 | 27,5 | 30,0 | ||
±0,5 | ±0,6 | ±0,7 | ±0,75 | ±0,8 | ±0,85 | ±1,0 | ±1,2 | ±1,4 | ±1,6 | ±1,8 | ±1,8 | ±2,0 | ±2,2 | ±2,4 | ||
30 | 3,493 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
32 | ±0,35 | 3,772 | 4,359 | - | - | - | - | - | - | - | - | - | - | - | - | - |
34 | - | 4,695 | - | - | - | - | 6,707 | - | - | - | - | - | - | - | - | |
36 | 4,331 | - | 5,673 | - | - | - | - | - | - | - | - | - | - | - | - | |
38 | - | 5,365 | - | - | - | - | - | - | - | - | - | - | - | - | - | |
40 | 4,890 | - | 6,465 | 6,811 | - | 7,482 | 8,383 | - | - | - | - | - | - | - | - | |
42 | ±0,4 | - | 6,036 | - | - | 7,601 | - | - | - | - | - | - | - | - | - | - |
44 | 5,452 | - | 7,242 | - | - | - | - | - | - | - | - | - | - | - | - | |
45 | 5,589 | - | - | - | - | - | - | - | - | - | - | - | - | - | - | |
46 | - | - | - | - | 8,495 | - | 10,06 | - | - | - | - | - | - | - | - | |
50 | ±0,5 | 6,287 | - | - | 8,907 | - | - | 11,18 | 13,10 | 14,67 | - | - | - | - | - | - |
55 | 6,986 | - | - | 9,955 | - | - | 12,58 | 14,85 | 16,77 | - | - | - | - | - | - | |
60 | ±0,6 | 7,685 | - | - | 11,00 | - | - | 13,97 | 16,59 | 18,86 | - | - | - | - | - | - |
65 | 8,383 | - | - | 12,05 | - | - | 15,37 | 18,34 | 20,96 | - | - | - | - | - | - | |
70 | ±0,7 | 9,082 | - | - | 13,10 | - | - | 16,77 | 20,09 | 23,05 | - | - | - | - | - | - |
75 | - | - | - | 14,15 | - | - | 18,16 | 21,83 | 25,15 | 28,12 | - | - | - | - | -- | |
80 | ±0,8 | - | - | - | - | - | - | 19,56 | 23,58 | 27,25 | 30,56 | 33,53 | - | - | - | - |
85 | - | - | - | - | - | - | 20,90 | 25,32 | 29,34 | 33,01 | 26,33 | 39,30 | - | - | -- | |
90 | ±09 | - | - | - | 17,29 | - | - | 22,36 | 27,07 | 31,44 | 35,45 | 39,12 | 42,44 | 45,41 | - | - |
95 | - | - | - | 18,34 | - | - | 23,75 | 28,85 | 33,53 | 37,90 | 41,92 | 45,58 | 48,90 | 51,87 | - | |
100 | ±1,0 | - | - | - | - | - | - | 25,15 | 30,56 | 35,63 | 40,34 | 44,71 | 48,73 | 52,40 | 55,71 | 58,68 |
105 | - | - | - | - | - | - | - | 32,31 | 37,72 | 42,79 | 47,52 | 51,87 | 55,89 | 59,56 | 62,87 | |
110 | ±1,1 | - | - | - | - | - | - | 27,94 | 34,06 | 39,82 | 45,23 | 50,30 | 55,02 | 59,38 | 63,40 | 67,07 |
115 | - | - | - | - | - | - | - | 35,80 | 41,92 | 47,68 | 53,09 | 58,16 | 62,87 | 67,24 | 71,26 | |
120 | ±1,2 | - | - | - | - | - | - | 30,74 | - | 44,01 | 50,13 | 55,89 | 61,30 | 66,37 | 71,08 | 73,45 |
125 | - | - | - | - | - | - | - | 39,30 | - | 52,57 | 58,68 | 64,45 | 69,66 | 74,99 | 79,64 | |
130 | ±1,3 | - | - | - | - | - | - | 33,53 | - | 48,20 | - | 61,48 | 67,69 | 73,35 | 78,77 | 83,83 |
135 | - | - | - | - | - | - | - | 42,79 | - | 57,46 | - | 70,73 | 76,85 | 82,61 | 88,02 | |
140 | ±1,4 | - | - | - | - | - | - | 36,33 | - | - | - | - | - | - | - | - |
145 | ±1,5 | - | - | - | - | - | - | - | 46,28 | - | 62,35 | - | 77,02 | - | 90,29 | 96,41 |
150 | - | - | - | - | - | - | 39,12 | - | 56,59 | - | 72,65 | - | 87,33 | - | 100,6 | |
155 | - | - | - | - | - | - | - | 49,78 | - | 67,24 | - | 83,31 | - | 97,98 | - | |
160 | ±1,6 | - | - | - | - | - | - | 41,92 | - | 60,78 | - | 78,24 | - | 94,31 | - | 109,0 |
165 | - | - | - | - | - | - | - | 53,27 | - | 72,13 | - | 89,60 | - | 105,7 | - | |
170 | ±1,7 | - | - | - | - | - | - | 44,71 | - | 64,97 | - | 83,83 | - | 100,3 | - | 117,4 |
175 | - | - | - | - | - | - | - | 56,76 | - | 77,02 | - | 95,88 | - | 113,4 | - | |
180 | ±1,8 | - | - | - | - | - | - | 47,51 | - | 69,16 | - | 89,42 | - | 108,3 | - | 125,8 |
185 | - | - | - | - | - | - | - | 60,25 | - | 81,91 | - | 102,2 | - | 121,0 | - | |
190 | ±1,9 | - | - | - | - | - | - | 50,30 | - | 73,25 | - | 95,01 | - | 115,3 | - | 134,1 |
195 | - | - | - | - | - | - | - | 68,75 | - | 86,80 | - | 108,5 | - | 128,7 | - | |
200 | ±2,0 | - | - | - | - | - | - | 53,09 | - | 77,65 | - | 100,6 | - | 122,3 | - | 142,5 |
210 | - | - | - | - | - | - | 55,89 | - | 81,74 | - | 106,2 | - | 129,2 | - | 150,9 | |
220 | ±2,2 | - | - | - | - | - | - | 58,68 | - | 85,93 | - | 111,8 | - | 136,2 | - | 159,3 |
230 | - | - | - | - | - | - | 61,48 | - | 90,12 | - | 117,4 | - | 143,2 | - | 167,7 | |
240 | ±2,5 | - | - | - | - | - | - | 64,27 | - | 94,31 | - | 123,0 | - | 150,2 | - | 176,1 |
250 | - | - | - | - | - | - | - | - | 98,50 | - | 128,5 | - | 157,2 | - | 184,4 | |
260 | - | - | - | - | - | - | 69,86 | - | - | - | 134,1 | - | 164,2 | - | 192,8 | |
270 | ±2,8 | - | - | - | - | - | - | - | - | 106,9 | - | - | - | 171,2 | - | 201,2 |
280 | - | - | - | - | - | - | 75,45 | - | - | - | 145,3 | - | - | - | 209,6 | |
Примечание. Теоретическая масса вычислена по номинальному диаметру и номинальной толщине стенки. Плотность меди принята равной 8,9 г/см![]() . Теоретическая масса является справочной.
. Теоретическая масса является справочной.
1.2.3. По длине трубы изготовляют:
немерной длины:
от 1,5 до 6 м - тянутые и холоднокатаные;
от 1 до 6 м - прессованные.
Примечание. Допускаются трубы тянутые и холоднокатаные длиной менее 1,5 м, но не менее 1 м, прессованные длиной менее 1 м, но не менее 0,5 м в количестве не более 10% массы партии;
мерной длины или кратной мерной длины - в пределах немерной длины - тянутые и холоднокатаные;
длиной не менее 10 м в бухтах - тянутые трубы с толщиной стенки до 2,5 мм включительно и с наружным диаметром до 12 мм включительно - в мягком и твердом состоянии, более 12 до 18 мм включительно - в твердом состоянии.
1.2.4. Предельные отклонения по длине труб мерной длины должны соответствовать приведенным в табл.3.
Таблица 3
мм
| Предельные отклонения по длине труб | |
менее 2000 | 2000 и более | |
3 до 50 включ. | +6 | +10 |
Св. 50 " 150 " | +10 | +15 |
150 | +18 | +24 |
Трубы кратной мерной длины должны изготовлять с припуском 5 мм на каждый рез и с предельными отклонениями на общую длину, установленными для труб мерной длины.
Условные обозначения труб проставляют по схеме
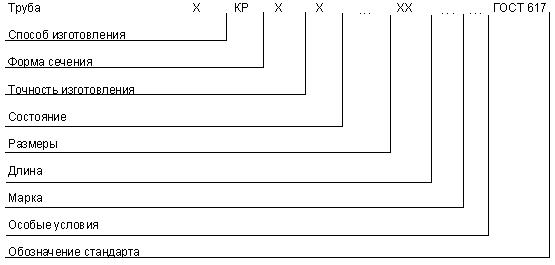
при следующих сокращениях:
Способ изготовления: | тянутая, холоднокатаная | - Д |
прессованная | - Г | |
Форма сечения: | круглая | - КР |
Точность изготовления: | нормальная | - Н |
повышенная | - П | |
Состояние: | мягкое | - М |
полутвердое | - П | |
твердое | - Т | |
мягкое повышенной пластичности | - Л | |
полутвердое повышенной прочности | - Р | |
твердое повышенной прочности | - Ч | |
Длина: | немерная | - НД |
кратная мерной | - КД | |
в бухтах | - БТ | |
Особые условия: | трубы в бухтах увеличенной длины | - У |
трубы повышенной точности по длине | - Б | |
трубы высокой точности по кривизне | - К |
Примечание. Знак X ставится вместо отсутствующих данных кроме обозначения длины и особых условий.
Примеры условного обозначения:
Труба тянутая, круглая, нормальной точности изготовления, мягкая, наружным диаметром 28 мм и толщиной стенки 3 мм, длиной 3000 мм, повышенной точности по длине, из меди марки М2:
Труба ДКРНМ 28х3х3000 М2 Б ГОСТ 617-90
Труба прессованная, круглая, наружным диаметром 90 мм и внутренним диаметром 60 мм, немерной длины, из меди марки М3:
Труба ГКРХХ 90х60 НД М3 ГОСТ 617-90
1.3. Характеристики
1.3.1. Базовое исполнение
1.3.1.1. Тянутые и холоднокатаные трубы изготовляют в мягком и твердом состояниях.
1.3.1.2. Наружная и внутренняя поверхности труб должны быть свободными от загрязнений, затрудняющих визуальный осмотр, без трещин, расслоений, плен, пузырей, раковин и надрывов.
Допускаются отдельные поверхностные дефекты-вмятины, углубления, забоины, риски, мелкие плены, задиры, если они не выводят трубы при контрольной зачистке за предельные отклонения по размерам.
На поверхности труб допускаются кольцеватость, цвета побежалости, следы правки, малозначительные местные потемнения.
1.3.1.3. Трубы должны быть ровно обрезаны и не должны иметь значительных заусенцев.
Косина реза не должна превышать, мм:
2 - | для | труб | наружным | диаметром | до | 20 | мм; | ||||
3 | " | " | " | " | св. | 20 | до | 50 мм; | |||
4 | " | " | " | " | " | 50 | " | 100 мм; | |||
5 | " | " | " | " | " | 100 | " | 170 мм. | |||
7 | " | " | " | " | " | 170 | мм. | ||||
Допускается изготовление труб в бухтах с обрубленными концами.
1.3.1.4. Разностенность не должна выводить размеры труб за предельные отклонения по толщине стенки.
Овальность для тянутых и холоднокатаных труб твердого и полутвердого состояния с толщиной стенки не менее 1/30 наружного диаметра и прессованных труб толщиной стенки не менее 1/15 наружного диаметра не должна выводить размеры труб за предельные отклонения по наружному диаметру.
Овальность не устанавливается:
для труб, изготовленных в бухтах;
тянутых и холоднокатаных труб в мягком состоянии;
тянутых и холоднокатаных труб в полутвердом и твердом состояниях толщиной стенки менее 1/30 наружного диаметра;
прессованных труб толщиной стенки менее 1/15 наружного диаметра.
1.3.1.5. Тянутые и холоднокатаные (твердые и полутвердые) трубы с наружным диаметром свыше 10 мм в отрезках, а также прессованные трубы должны быть выправлены. Кривизна на 1 м длины трубы не должна превышать значений, приведенных в табл.4.
Таблица 4
мм
Способ изготовления | Наружный диаметр трубы | Кривизна на 1 м длины, не более |
Тянутые и холоднокатаные | От 11 до 60 | 3 |
Св. 60 | 5 | |
Прессованные | До 150 | 5 |
Св. 150 | 15 |
Общая кривизна не должна превышать произведения кривизны на 1 м длины на общую длину трубы в метрах.
Кривизну не устанавливают:
для труб, изготовленных в бухтах;
для тянутых и холоднокатаных труб в мягком состоянии;
для тянутых и холоднокатаных труб в полутвердом и твердом состоянии с наружным диаметром менее 11 мм.
1.3.1.6. Механические свойства труб должны соответствовать приведенным в табл.5.
Таблица 5
|
| Временное сопротивление |
| |
|
| |||
не менее | ||||
Тянутые и холоднокатаные | Мягкое | 200 (20) | 38 | 35 |
Полутвердое | 240 (25) | 10 | 8 | |
Твердое | 280 (29) | 3 | 2 | |
Прессованные диаметром: | ||||
до 200 мм | - | 190 (19) | 32 | 30 |
св. 200 мм | 180 (18) | 32 | 30 | |
1.3.1.7. Трубы должны быть герметичными.
1.3.2. Исполнение по требованию потребителя
1.3.2.1. Трубы изготовляют с нормами предельных отклонений по наружному и внутреннему диаметрам.
Предельные отклонения по внутреннему диаметру должны соответствовать предельным отклонениям по наружному диаметру, приведенным в табл.1 и 2, а наибольшее предельное отклонение толщины стенки от номинальной в любой точке не должно превышать значений, приведенных в табл.1 и 2, более чем на 50%.
Предельные отклонения устанавливают на два размера - наружный и внутренний диаметры.
1.3.2.2. Тянутые и холоднокатаные трубы изготовляют повышенной точности с предельными отклонениями по наружному диаметру, мм:
минус 0,14 | для | труб | наружным | диаметром | от 3 до 10 мм включ. | |
±0,25 | " | " | " | " | от 104 до 120 мм включ. |
1.3.2.3. Тянутые и холоднокатаные трубы наружным диаметром до 100 мм включительно изготовляют повышенной точности с предельными отклонениями по толщине стенки, мм:
±0,07 | - для толщины стенки | 0,8 мм; | |||||
±0,09 | " | " | " | 1,0 мм; | |||
±0,11 | " | " | " | 1,2 мм; | |||
±0,13 | " | " | " | 1,5 мм; | |||
±0,18 | " | " | " | 2,0 мм; | |||
±0,20 | " | " | " | 2,5 мм; | |||
±0,24 | " | " | " | 3,0 мм; | |||
±0,25 | " | " | " | 3,5 мм; | |||
±0,28 | " | " | " | 4,0 мм; | |||
±0,32 | " | " | " | 4,5 мм; | |||
±0,35 | " | " | " | 5,0 мм; | |||
±0,42 | " | " | " | 6,0 мм; | |||
±0,49 | " | " | " | 7,0 мм; | |||
±0,56 | " | " | " | 8,0 мм. | |||
1.3.2.4. Тянутые трубы мягкого состояния наружным диаметром более 12 до 18 мм включительно и толщиной стенки до 2,5 мм включительно изготовляют в бухтах длиной не менее 10 м.
1.3.2.5. Тянутые трубы изготовляют в бухтах увеличенной длины не менее 100 м.
1.3.2.6. Трубы изготовляют повышенной точности по длине с предельными отклонениями по длине труб мерной длины, мм:
+3 | - | при | длине | труб | до 2 м; | |||
+6 | " | " | " | от 2 до 4 м; | ||||
+10 | " | " | " | св. 4 м. | ||||
1.3.2.7. Тянутые и холоднокатаные трубы твердого состояния в отрезках изготовляют высокой точности по кривизне. Кривизна на 1 м длины не должна превышать, мм:
2 | для | труб | наружным | диаметром | от 11 до 115 мм включ. | |
4 | " | " | " | " | св. 115 мм. |
1.3.2.8. На трубах наружным диаметром 53 мм и толщиной стенки 1,5 мм, предназначенных для изготовления биметаллических труб, допускаются отдельные поверхностные дефекты - вмятины, забоины, риски, мелкие плены, задиры, если они не выводят трубу за половину предельных отклонений по толщине стенки.
1.3.2.9. Тянутые и холоднокатаные трубы должны выдерживать испытание на сплющивание до соприкосновения стенок трубы без появления трещин и надрывов. В местах изгиба допускается зазор, равный толщине стенки.
Твердые и полутвердые трубы должны выдерживать испытание на сплющивание после отжига.
Трубы из раскисленной меди марок М1р, М2р, М3р должны выдерживать испытание на сплющивание после отжига в водородной среде.
Мягкие трубы из меди марок M1, M2, М3 и томпака марки Л96 испытывают в состоянии поставки.
1.3.2.10. Тянутые и холоднокатаные трубы с внутренним диаметром от 30 до 144 мм должны выдерживать испытание на отгибание борта на 90° без образования трещин и надрывов.
Ширина отгиба должна составлять 25% внутреннего диаметра трубы, но не более 25 мм.
Твердые и полутвердые трубы должны выдерживать испытание на отгибание борта после отжига.
Трубы из раскисленной меди марок М1р, М2р, М3р должны выдерживать испытание на отгибание борта после отжига в водородной среде.
Мягкие трубы из меди марок M1, M2, МЗ и томпака марки Л96 испытывают в состоянии поставки.
1.3.3. Исполнение по согласованию изготовителя с потребителем
1.3.3.1. Трубы изготовляют промежуточных размеров по диаметру и толщине стенки с предельными отклонениями по ним для следующего большего размера, приведенным в табл.1 и 2.
1.3.3.2. Прессованные трубы с толщиной стенки 5,0; 10,0 и 15,0 мм изготовляют повышенной точности по толщине стенки с предельными отклонениями ±9% от номинальной толщины стенки.
1.3.3.3. Тянутые и холоднокатаные трубы изготовляют мерной длины, м, не менее:
5 - | при | наружном | диаметре | св. | 100 | до | 150 мм включ.; | |||
4 | " | " | " | " | 150 | " | 300 мм включ.; | |||
3 | " | " | " | " | 300 | " | 360 мм включ. и толщине стенки 3,5 мм; | |||
2,5 | " | " | " | " | 300 | " | 360 мм включ. и толщине стенки 4 мм и более. | |||
1.3.3.4. Прессованные трубы изготовляют мерной длины или кратной мерной длины.
1.3.3.5. Трубы наружным диаметром свыше 18 до 40 мм включительно и толщиной стенки до 3 мм включительно изготовляют в бухтах.
1.3.3.6. Трубы изготовляют длиной, превышающей приведенную в п.1.2.3. При этом предельные отклонения по длине, косина реза и кривизна устанавливаются по согласованию изготовителя с потребителем.
1.3.3.7. Прессованные трубы наружным диаметром до 150 мм включительно изготовляют кривизной на 1 м длины свыше 5 мм, но не более 10 мм.
1.3.3.8. Трубы изготовляют в полутвердом состоянии с механическими свойствами, указанными в табл.5.
1.3.3.9. Трубы наружным диаметром свыше 10 мм и толщиной стенки 1 мм и более изготовляют с твердостью по Виккерсу HV 5/30:
не более 55 - для труб в мягком состоянии;
90-135 - для труб в твердом состоянии;
не более 55 - для прессованных труб диаметром до 200 мм.
При этом не регламентируют временное сопротивление и относительное удлинение после разрыва.
1.3.3.10. Трубы в мягком состоянии изготовляют повышенной пластичности со следующими нормами механических свойств:
временное сопротивление ![]() - не менее 210 (21) МПа (кгс/мм
- не менее 210 (21) МПа (кгс/мм![]() );
);
относительное удлинение после разрыва ![]() - не менее 40%.
- не менее 40%.
Полутвердые и твердые трубы изготовляют повышенной прочности со следующими нормами механических свойств:
для труб в полутвердом состоянии:
временное сопротивление ![]() - не менее 270 (28) МПа (кгс/мм
- не менее 270 (28) МПа (кгс/мм![]() );
);
относительное удлинение после разрыва ![]() - не менее 8%;
- не менее 8%;
для труб в твердом состоянии:
временное сопротивление ![]() - не менее 310 (32) МПа (кгс/мм
- не менее 310 (32) МПа (кгс/мм![]() );
);
относительное удлинение после разрыва ![]() - не менее 2%.
- не менее 2%.
1.4. Маркировка
1.4.1. К каждому пучку (бухте) труб должен быть прикреплен ярлык с указанием:
товарного знака или товарного знака и наименования предприятия-изготовителя;
условного обозначения труб или марки металла, размеров трубы, точности изготовления, состояния материала, обозначения настоящего стандарта;
номера партии;
штампа технического контроля или номера технического контролера.
1.4.2. На каждой трубе без упаковки и не в связке должны быть нанесены несмываемой краской данные, приведенные в п.1.4.1.
Эти данные допускается указывать на ярлыке, наклеенном на внутреннюю поверхность трубы, или на деревянном и металлическом ярлыке, прикрепленном к трубе.
На трубах, предназначенных для изготовления биметаллических труб, данные, приведенные в п.1.4.1, указывают на ярлыке, наклеенном на внутреннюю поверхность трубы.
1.4.3. Транспортная маркировка - по ГОСТ 14192.
1.5. Упаковка
1.5.1. Трубы размерами, приведенными в табл.6 (в том числе трубы в бухтах), упаковывают в деревянные ящики.
Таблица 6
мм
Состояние материала | Толщина стенки | Наружный диаметр |
До 0,8 включ. | Все размеры | |
1; 1,2 | 10 и более | |
Мягкое | 1,5 | 20 и более |
2; 2,5 | 60 и более | |
3 | 80 и более | |
3,5; 4 | 100 и более | |
5 | 200 и более | |
Полутвердое и твердое | До 0,8 включ. | Все размеры |
1 | 20 и более |
Масса труб в бухтах не должна превышать 80 кг.
Допускается масса труб в бухтах более 80 кг.
Трубы в отрезках наружным диаметром не более 40 мм и массой не более 25 кг связывают в пучки массой не более 80 кг.
Каждый пучок и бухта труб должны быть перевязаны проволокой диаметром не менее 1,2 мм или шпагатом из синтетических материалов не менее чем в два оборота и не менее чем в двух местах (бухта - в трех местах равномерно) таким образом, чтобы исключалось взаимное перемещение труб. Концы проволоки соединяют скруткой не менее пяти витков.
Допускается при отсутствии перегрузки в пути транспортировать трубы в крытых вагонах и контейнерах в связках без упаковки в ящики.
Упаковка должна обеспечивать сохранность труб.
В качестве тары и упаковочных материалов могут применяться:
ящики по ГОСТ 2991, ГОСТ 10198;
обрешетки деревянные по ГОСТ 12082;
контейнеры по ГОСТ 15102, ГОСТ 22225, ОСТ 48-218;
проволока по ГОСТ 3282;
лента по ГОСТ 1173, ГОСТ 3560.
Допускаются другие виды упаковки и упаковочных материалов, обеспечивающие сохранность труб при транспортировании, по нормативно-технической документации.
1.5.2. Упаковка труб в районы Крайнего Севера и приравненные к ним районы - по ГОСТ 15846.
1.5.3. Грузовые места должны быть сформированы в транспортные пакеты.
Габаритные размеры пакетов - по ГОСТ 23238, ГОСТ 24597.
Средства крепления в транспортные пакеты - по ГОСТ 21650.
Масса грузового места не должна превышать 5000 кг.
Масса грузового места при транспортировании в крытых вагонах не должна превышать 1250 кг.
Допускается не увязывать в пучки трубы твердого состояния всех размеров, полутвердого состояния толщиной стенки 1 мм и более при соотношении наружного диаметра и толщины стенки, равного 19 и менее, трубы мягкого состояния толщиной стенки 1 мм и более при соотношении наружного диаметра и толщины стенки, равного 12 и менее, при транспортировании труб в пакетах массой до 1500 кг при отсутствии перегрузки в пути.
Пакетирование проводят на поддонах по ГОСТ 9557 или без поддонов с использованием брусков сечением не менее 50х50 мм с обвязкой проволокой диаметром не менее 3 мм или лентой размером не менее 0,3х30 мм или с использованием пакетируемых строп. Концы обвязочной проволоки скрепляют скруткой в пять витков, ленты - в замок.
1.5.4. В каждый контейнер или в один из ящиков контейнера должен быть вложен упаковочный лист, на котором должны быть указаны данные, перечисленные в п.1.4.1.
2. ПРИЕМКА
2.1. Трубы принимают партиями. Партия должна состоять из труб одной марки металла, одного размера, одного состояния материала, одной точности и способа изготовления и должна быть оформлена документом о качестве, содержащим:
товарный знак или товарный знак и наименование предприятия-изготовителя;
условное обозначение труб;
результаты испытаний (по требованию потребителя);
номер партии;
массу партии.
Допускается оформлять один документ о качестве на несколько партий труб одного размера, состояния, точности, способа изготовления и одной марки металла, отгружаемых одновременно одному потребителю.
Масса партии должна быть не более 5000 кг.
2.2. Для контроля качества внутренней поверхности (за исключением труб с внутренним диаметром 20 мм и менее и труб в бухтах), наружной поверхности, диаметра, толщины стенки (за исключением труб с внутренним диаметром 12 мм и менее), длины, косины реза, кривизны, овальности от партии отбирают трубы "вслепую" (методом наибольшей объективности) по ГОСТ 18321. Планы контроля соответствуют ГОСТ 18242.
Количество контролируемых труб (бухт) определяют по табл.7.
Таблица 7
мм
Количество труб (бухт) в партии | Количество контролируемых труб (бухт) | Браковочное число |
2-8 | 2 | 1 |
9-15 | 3 | 1 |
16-25 | 5 | 1 |
26-50 | 8 | 2 |
51-90 | 13 | 2 |
91-150 | 20 | 3 |
151-280 | 32 | 4 |
281-500 | 50 | 6 |
501-1200 | 80 | 8 |
1201-3200 | 125 | 11 |
Количество труб в партии (![]() ) вычисляют по формуле
) вычисляют по формуле
![]() ,
,
где ![]() - масса труб в партии, кг;
- масса труб в партии, кг;![]() - теоретическая масса 1 м трубы, кг;
- теоретическая масса 1 м трубы, кг;![]() - средняя длина трубы, м.
- средняя длина трубы, м.
Партия считается соответствующей требованиям стандарта, если браковочное число менее приведенного в табл.7.
Допускается изготовителю при получении неудовлетворительных результатов контролировать каждую трубу (бухту) по тому параметру, по которому получены неудовлетворительные результаты.
2.3. Для контроля качества внутренней поверхности труб с внутренним диаметром 20 мм и менее и труб в бухтах отбирают пять труб от партии.
2.4. Для контроля толщины стенки труб внутренним диаметром 12 мм и менее отбирают пять труб от партии.
2.5. Для испытания на растяжение (временное сопротивление, относительное удлинение после разрыва), твердость по Виккерсу отбирают три трубы (бухты) от партии.
Испытание на растяжение проводят по требованию потребителя.
2.6. Для испытания на сплющивание и бортование отбирают три трубы (бухты) от партии.
Испытание на сплющивание и бортование проводят по требованию потребителя.
2.7. Для испытания на герметичность отбирают три трубы от партии.
Испытание на герметичность проводят по требованию потребителя.
Трубы наружным диаметром до 12 мм и более 50 мм в отрезках, а также трубы в бухтах испытанию на герметичность на предприятии-изготовителе не подвергают.
2.8. Для определения химического состава отбирают две трубы (бухты) от партии.
Допускается на предприятии-изготовителе отбор проб проводить от расплавленного металла.
Допускается на предприятии-изготовителе контролировать периодически, один раз в три месяца, содержание висмута, олова, мышьяка, серы и кислорода в меди при условии соответствия их содержания требованиям ГОСТ 859, содержание сурьмы, висмута, фосфора в томпаке марки Л96 при условии соответствия их содержания требованиям ГОСТ 15527.
2.9. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей, за исключением проводимых с помощью статистического приемочного контроля, по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии.
Результаты повторного испытания распространяют на всю партию.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Осмотр поверхности труб проводят без применения увеличительных приборов.
Для осмотра внутренней поверхности труб внутренним диаметром до 20 мм включительно и труб, изготовленных в бухтах, от каждой отобранной трубы (бухты) должно быть отобрано по одному образцу длиной 150 мм. Образцы разрезают вдоль на две части и осматривают.
Осмотр внутренней поверхности труб внутренним диаметром более 20 мм проводят на освещенном экране.
3.2. Наружный диаметр труб измеряют микрометром по ГОСТ 6507. Толщину стенки труб измеряют микрометром по ГОСТ 6507 или стенкомером индикаторным по ГОСТ 11358.
Для контроля толщины стенки от каждой из контролируемых труб внутренним диаметром 12 мм и менее отрезают образцы длиной 150 мм, разрезают их вдоль на две части и измеряют микрометром по ГОСТ 6507 с обточенными ножками.
Измерение диаметра проводят на расстоянии не менее 30 мм от концов трубы в трех точках на любом участке по длине трубы, измерение толщины стенки проводят на расстоянии не менее 5 мм от концов трубы.
Допускается контролировать диаметр и толщину стенки труб другим инструментом, обеспечивающим необходимую точность.
Длину труб измеряют рулеткой по ГОСТ 7502 или металлической линейкой по ГОСТ 427.
Овальность, кривизну, косину реза измеряют в соответствии с ГОСТ 26877.
3.3. Контроль поверхности и размеров, проводимый статистическим методом, обеспечивает качество поверхности и размеры труб с вероятностью 96% (![]() =4%).
=4%).
3.4. Для испытаний на растяжение и твердость от каждой отобранной трубы (бухты) отбирают по одному образцу.
Отбор и подготовку образцов для испытания на растяжение проводят по ГОСТ 24047.
Испытание на растяжение проводят по ГОСТ 10006 на коротких или длинных продольных образцах.
Испытание на твердость по Виккерсу проводят по ГОСТ 2999.
3.5. Для испытания на сплющивание от каждой отобранной трубы (бухты) отбирают по одному образцу.
Для труб наружным диаметром более 50 мм допускается испытание образцов в виде отдельных сегментов, длина дуги которых должна быть не менее 50 мм. Ширина образца должна быть не менее 25 мм.
Образцы труб полутвердого и твердого состояния из меди марок M1, M2, МЗ и томпака марки Л96 отжигают при температуре 550-650 °С в течение 1-1,5 ч.
Образцы труб из меди марок М1р, М2р, М3р (независимо от состояния материала труб) отжигают в водородной среде при температуре 800-850 °С в течение 30 мин.
Испытание на сплющивание проводят по ГОСТ 8695.
3.6. Для испытания на бортование от каждой отобранной трубы отбирают по одному образцу.
Образцы труб полутвердого и твердого состояния отжигают при температуре 550-650 °С в течение 1-1,5 ч.
Образцы труб из меди марок М1р, М2р, М3р (независимо от, состояния материала труб) отжигают в водородной среде при температуре 800-850 °С в течение 30 мин.
Испытание на бортование проводят по ГОСТ 8693.
3.7. Испытание на герметичность проводят одним из следующих методов: гидравлическим давлением 5 МПа (50 кгс/см![]() ) в течение 10 с по ГОСТ 3845, или неразрушающим методом контроля по методике, согласованной изготовителем с потребителем, или воздухом давлением 0,65-0,8 МПа 7-8 кгс/см
) в течение 10 с по ГОСТ 3845, или неразрушающим методом контроля по методике, согласованной изготовителем с потребителем, или воздухом давлением 0,65-0,8 МПа 7-8 кгс/см![]() ) в течение 5 с в ванне, заполненной водой, без утечки воздуха из трубы.
) в течение 5 с в ванне, заполненной водой, без утечки воздуха из трубы.
При возникновении разногласий в оценке качества испытание на герметичность проводят гидравлическим давлением 5 МПа (50 кгс/см![]() ) в течение 10 с по ГОСТ 3845.
) в течение 10 с по ГОСТ 3845.
3.8. Для анализа химического состава от каждой отобранной трубы (бухты) вырезают по одному образцу.
Отбор проб для анализа химического состава проводят по ГОСТ 24231.
Анализ химического состава проводят по ГОСТ 13938.1 - ГОСТ 13938.13, ГОСТ 9717.1 - ГОСТ 9717.3 или другими методами, обеспечивающими заданную точность.
При возникновении разногласий в оценке химического состава анализ проводят по ГОСТ 13938.1 - ГОСТ 13938.13.
3.9. Допускается по согласованию изготовителя с потребителем применять статистические методы контроля механических свойств.
3.10. Допускается изготовителю применять другие методы испытаний, обеспечивающие необходимую точность. При возникновении разногласий в определении показателей контроль проводят методами, указанными в стандарте.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Трубы транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Для труб длиной более 3 м транспортные средства определяют в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
4.2. Трубы должны храниться в крытых помещениях и должны быть защищены от механических повреждений, воздействия влаги и активных химических веществ.
При соблюдении указанных условий хранения потребительские свойства труб при хранении не изменяются.
Строительные мешки для мусора в СПБ здесь глянь - https://www.komplektacya.ru/spetsodezhda-xozinventar/xozjajstvennyj-inventar/meshki-dlja-musora