

Трубки радиаторные. Технические условия
ГОСТ 529-78
Группа В64
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБКИ РАДИАТОРНЫЕ
Технические условия
Radiator tubes. Specifications
ОКП 18 4460
Дата введения 1979-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 13 февраля 1978 г. N 446 дата введения установлена 01.01.79
Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
ВЗАМЕН ГОСТ 529-41, ГОСТ 5.1162-71, ГОСТ 2644-44
ИЗДАНИЕ (август 2002 г.) с Изменением N 1, утвержденным в январе 1983 г. (ИУС 5-83)
Настоящий стандарт распространяется на холоднодеформированные трубы из сплава марки Л96, предназначенные для изготовления сотовых радиаторов.
1. СОРТАМЕНТ
1. СОРТАМЕНТ
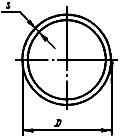
1.1. Форма, толщина стенки и предельные отклонения по размерам круглых трубок должны соответствовать, указанным на черт.1 и в табл.1.
Черт.1
Черт.1
Таблица 1
Размеры, мм | ||
Наружный диаметр | Толщина стенки | Линейная плотность 1 м трубки, г, не более |
4 | 0,10 | 13 |
4 | 0,20 | 23 |
5 | 0,20 | 29 |
7 | 0,15 | 31 |
8 | 0,15 | 35 |
10 | 0,15 | 44 |
По требованию потребителя трубки диаметром 4 мм изготовляют с предельным отклонением по наружному диаметру ±0,07 мм.
(Измененная редакция, Изм. N 1).
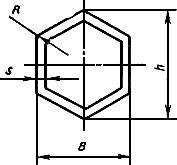
1.2. Форма, толщина стенки и предельные отклонения по размерам шестигранных трубок должны соответствовать указанным на черт.2 и в табл.2.
Черт.2
Черт.2
Таблица 2
Размеры, мм | |||||
Номер трубки |
|
| Толщина стенки | Линейная плотность 1 м трубки, г, не более | |
Номин. | Пред. откл. | ||||
4 | 3,72 | 4,14 | +0,10 | 0,10 | 13 |
4 | 3,72 | 4,14 | 0,20 | 35 | |
7 | 6,44 | 7,28 | +0,10 | 0,15 | 49 |
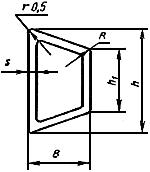
1.3. Форма, толщина стенки и предельные отклонения по размерам полутрубки должны соответствовать указанным на черт.3 и в табл.3.
Черт.3
Черт.3
Таблица 3
Размеры, мм | ||||||
Номер трубки |
|
|
|
|
| K основной трубке |
4 | 2,36 | 4,05 | 1,78 | 0,6 | 0,20 | Ш4 |
4/1 | 2,50 | 4,90 | 2,89 | 0,6 | 0,20 | К4 |
5 | 2,81 | 5,17 | 2,24 | 0,6 | 0,20 | Ш5 |
5/1 | 3,00 | 6,04 | 3,46 | 0,6 | 0,20 | К5 |
7 | 3,82 | 7,34 | 3,14 | 0,7 | 0,15 | Ш7 |
7/1 | 4,10 | 8,58 | 4,73 | 0,7 | 0,15 | К7 |
Примечание к черт.2 и 3. Размеры ![]() ,
, ![]() и
и ![]() являются справочными. Плотность марки Л96 принята равной 8,85 г/см
являются справочными. Плотность марки Л96 принята равной 8,85 г/см![]() .
.
1.4. Трубки с толщиной стенки 0,15 и 0,20 мм изготовляются мерной и немерной длины.
Длина мерных трубок должна быть от 150 до 500 мм, немерных - от 1250 до 4000 мм.
1.5. Трубки с толщиной стенки 0,10 мм изготовляются мерной длины.
Длина круглых трубок - 256 мм, шестигранных - 254 мм.
1.6. Предельные отклонения по длине мерных трубок в миллиметрах должны соответствовать:
Длина, мм | Предельные отклонения |
От 150 до 250 | ±0,4 |
Св. 250 до 500 | ±0,5 |
Примеры условных обозначений трубок
Условные обозначения проставляются по схеме.
Трубка | X | XX | X | X | ... | XX | ... | ГОСТ 529-78 |
| ||||||||
| ||||||||
| ||||||||
| ||||||||
| ||||||||
| ||||||||
| ||||||||
|
Принятые сокращения: | ||
способ изготовления: | холоднодеформированная | - Д; |
форма сечения: | круглая | - КР; |
шестигранная | - ШГ; | |
полутрубка | - ПТ; | |
состояние: | твердая | - Т; |
длина: | немерной длины | - НД. |
Примечание. Знак "Х" ставят вместо отсутствующих данных.
Трубка холоднодеформированная круглая, твердая, наружным диаметром 4 мм, толщиной стенки 0,20 мм, мерной длины 250 мм, на латуни марки Л96:
Трубка ДКРХТ4![]() 0,20
0,20![]() 250 Л96 ГОСТ 529-78
250 Л96 ГОСТ 529-78
То же, шестигранная, твердая, номер 7, с толщиной стенки 0,15 мм, немерной длины, из латуни марки Л96:
Трубка ДШГХТ7![]() 0,15
0,15![]() НДЛ96 ГОСТ 529-78
НДЛ96 ГОСТ 529-78
То же, полутрубка, твердая, номер 5, с толщиной стенки 0,20 мм, немерной длины, из латуни марки Л96:
Трубка ДПТХТ5![]() 0,20
0,20![]() НДЛ96 ГОСТ 529-78
НДЛ96 ГОСТ 529-78
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубки изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Трубки должны изготовляться из медно-цинкового сплава марки Л96 по ГОСТ 15527-70.
(Измененная редакция, Изм. N 1).
2.2. Трубки должны изготовляться в твердом состоянии.
2.3. Наружная и внутренняя поверхности трубок должны быть чистыми и не должны иметь раковин, плен, рисок, серповидных полос и пузырей.
Допускаются отдельные поверхностные дефекты, плены, раковины, риски, если они при контрольной зачистке не выводят трубки за предельные отклонения по размерам.
В партии допускается не более 5% трубок с вмятинами глубиной не более 0,25 мм.
Водяные пятна на поверхности трубок допускаются.
2.4. Трубки должны быть ровно обрезаны и не должны иметь заусенцев.
2.5. Отклонение от формы поперечного сечения и разностенность трубок не должны выводить их размеры за предельные отклонения соответственно по наружным размерам и толщине стенки.
2.6. Кривизна мерных трубок не должна превышать, мм:
0,7 - для трубок длиной до 250 мм;
1,0 " " " св. 250 " 450 мм;
1,5 " " " " 450 мм.
Местная кривизна немерных трубок не должна превышать 5 мм на 1 м длины.
Общая кривизна немерных трубок не должна превышать произведения предельной местной кривизны 1 м на длину трубки в метрах.
По требованию потребителя местная кривизна немерных трубок не должна превышать 3 мм на 1 м длины.
(Измененная редакция, Изм. N 1).
2.7. Временное сопротивление для круглых трубок диаметром 10 мм должно быть 48-58 кгс/мм![]() (470,4-568,4 МПа), для трубок остальных размеров 40-60 кгс/мм
(470,4-568,4 МПа), для трубок остальных размеров 40-60 кгс/мм![]() (392-588 МПа).
(392-588 МПа).
2.8. Трубки должны быть герметичными.
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубки принимают партиями. Партия должна состоять из трубок одного размера и оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
марку сплава;
размеры трубок;
массу партии;
номер партии;
обозначение настоящего стандарта.
Масса партии должна быть не более 70 кг.
(Измененная редакция, Изм. N 1).
3.2. Проверке наружной поверхности подвергают каждую трубку партии. Проверке внутренней поверхности мерных трубок подвергают каждую трубку. Для проверки внутренней поверхности немерных трубок отбирают пять трубок от партии.
3.3. Для испытания на герметичность и для проверки массы 1 м трубки отбирают 2 кг трубок от партии.
3.4. Для контроля наружных размеров и толщины стенки отбирают пять трубок от партии.
3.5. Для контроля длины и кривизны отбирают 1 кг трубок от партии.
3.6. Временное сопротивление материала трубок проверяют периодически не реже двух раз в год на двух трубках от партии.
3.7. Химический анализ проводят на двух трубках от партии.
На предприятии-изготовителе химический анализ допускается проводить на пробах, взятых от расплавленного металла.
3.8. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии.
Результаты повторного испытания распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Качество поверхности трубок проверяют осмотром без применения увеличительных приборов.
Осмотр внутренней поверхности трубок должен производиться путем просмотра их на световой экран.
Осмотр внутренней поверхности немерных трубок проводят на отрезках длиной 250 мм.
Для проверки глубины дефектов допускается контрольная зачистка поверхности трубок шлифовальной шкуркой зернистостью не более N 5.
4.2. Контроль наружных размеров и толщины стенки производят микрометром по ГОСТ 6507-90.
Для контроля толщины стенки от каждой из отобранных трубок отрезают образцы длиной 150 мм и разрезают их вдоль.
4.3. Длину и кривизну мерных трубок контролируют скобой и шаблоном с погрешностью не более 0,05 мм.
4.4. Длину немерных трубок измеряют металлической линейкой по ГОСТ 427-75 или рулеткой по ГОСТ 7502-98.
4.5. Кривизну немерных трубок контролируют следующим образом. Трубку помещают на горизонтальную плоскость, прикладывают к ней поверочную линейку длиной 1 м по ГОСТ 8026-92 и с помощью щупа по НД измеряют максимальное расстояние между линейкой и трубкой.
4.6. Допускается производить контроль размеров трубок другим инструментом, обеспечивающим соответствующую точность измерения.
4.7. Испытание на растяжение проводят по ГОСТ 10006-80 на длинных образцах.
От каждой контролируемой трубы отрезают по одному образцу. Отбор и подготовку образцов проводят по ГОСТ 24047-80.
(Измененная редакция, Изм. N 1).
4.8. Трубки должны выдерживать испытание на герметичность воздухом давлением не ниже 7 кгс/см![]() (0,686 МПа) с выдержкой под этим давлением не менее 5 с.
(0,686 МПа) с выдержкой под этим давлением не менее 5 с.
Испытание трубок на герметичность проводят сжатым воздухом в ванне, заполненной водой.
Трубки, на поверхности которых появились пузырьки воздуха, считаются не выдержавшими испытание.
4.9. Химический состав материала трубок определяют по ГОСТ 1652.1-77-ГОСТ 1652.13-77, ГОСТ 25086-87.
От каждой контролируемой трубки отрезают по одному образцу.
Отбор и подготовку образцов проводят по ГОСТ 24231-80.
(Измененная редакция, Изм. N 1).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Трубки должны быть упакованы в сплошные деревянные ящики типов I и II по ГОСТ 2991-85, которые внутри должны быть выложены оберточной бумагой по ГОСТ 8828-89.
Укрупнение грузовых мест в транспортные пакеты производится в соответствии с правилами перевозки грузов, утвержденными соответствующими ведомствами.
5.2. Транспортная маркировка грузовых мест - по ГОСТ 14192-96 с дополнительным нанесением номера партии.
5.1; 5.2. (Измененная редакция, Изм. N 1).
5.3. (Исключен, Изм. N 1).
5.4. Трубки транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
(Измененная редакция, Изм. N 1).
5.5. Трубки должны храниться в закрытых помещениях, в условиях, исключающих механическое повреждение трубок, попадание на них влаги и действие активных химических веществ.
Трос стальной здесь посмотри - https://www.komplektacya.ru/metizy-krepezh/kanaty/