

Профили стальные горячекатаные для ножей землеройных машин. Общие технические условия
ГОСТ 17152-89
Группа В22
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ ДЛЯ НОЖЕЙ ЗЕМЛЕРОЙНЫХ МАШИН
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
Steel hot-rolled shapes cutting blades of earth-moving machines.
General specifications.
ОКП 09 3100
Дата введения 1991-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 12.12.89 N 3659
3. Стандарт соответствует международному стандарту ИСО 7129-82 в части предельных отклонений
4. ВЗАМЕН ГОСТ 17152-71
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8.326-89 | 4.6 |
ГОСТ 166-89 | 4.6 |
ГОСТ 380-94 | 1.8, 2.1.2 |
ГОСТ 427-75 | 4.6 |
ГОСТ 5639-82 | 2.1.4, 4.3 |
ГОСТ 6507-90 | 4.6 |
ГОСТ 7502-98 | 4.6 |
ГОСТ 7565-81 | 4.1 |
ГОСТ 7566-94 | 2.2, 3.2, 5.1 |
ГОСТ 8026-92 | 4.6 |
ГОСТ 12344-88* | 4.2 |
_______________ | |
ГОСТ 12345-2001 | 4.2 |
ГОСТ 12346-78 | 4.2 |
ГОСТ 12347-77 | 4.2 |
ГОСТ 12348-78 | 4.2 |
ГОСТ 12350-78 | 4.2 |
ГОСТ 12352-81 | 4.2 |
ГОСТ 12355-78 | 4.2 |
ГОСТ 12360-82 | 4.2 |
ГОСТ 14959-79 | 2.1.2 |
ГОСТ 17745-90 | 4.2 |
ГОСТ 18895-97 | 4.2 |
ГОСТ 22536.0-87 | 4.2 |
ГОСТ 22536.1-88 | 4.2 |
ГОСТ 22536.2-87 | 4.2 |
ГОСТ 22536.3-88 | 4.2 |
ГОСТ 22536.4-88 | 4.2 |
ГОСТ 22536.5-87 | 4.2 |
ГОСТ 22536.6-88 | 4.2 |
ГОСТ 22536.7-88 | 4.4 |
ГОСТ 22536.8-87 | 4.2 |
ГОСТ 22536.9 -88 | 4.2 |
ГОСТ 22536.10-88 | 4.2 |
ГОСТ 22536.11-87 | 4.2 |
ГОСТ 27809-95 | 4.2 |
6. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
7. ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на стальные горячекатаные профили, предназначенные для ножей землеройных машин: бульдозеров, скреперов, грейдеров и автогрейдеров, а также для ножей бульдозерного и грейдерного оборудования экскаваторов, катков и других землеройных машин.
1. ОСНОВНЫЕ ПАРАМЕТРЫ
1. ОСНОВНЫЕ ПАРАМЕТРЫ
1.1. Форма поперечного сечения должна соответствовать черт.1-3.
Черт.1. Профиль N 1
Профиль N 1
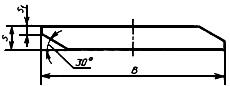
Черт.1
Черт.2. Профиль N 2
Профиль N 2
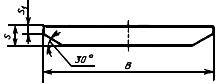
Черт.2
Черт.3. Профиль N 3
Профиль N 3
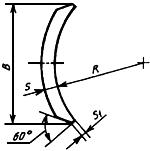
Черт.3
1.2. Размеры, предельные отклонения по размерам, площадь поперечного сечения и масса 1 м профиля должны соответствовать табл.1-3.
Таблица 1
Предельные отклонения, мм | |||||
Обозначение профиля | по ширине | по толщине | по толщине режущей кромки | Площадь поперечного сечения, см | Масса |
150х16х6 | +1,6 | +0,5 | +1,0 | 22,29 | 17,50 |
180х16х6 | +1,5 | +0,2 | 27,07 | 21,25 | |
250х18х6 | +1,7 | +0,2 | 42,51 | 33,37 | |
Таблица 2
Предельные отклонения, мм | |||||
Обозначение профиля | по ширине | по толщине | по толщине режущей кромки | Площадь поперечного сечения, см | Масса 1 м профиля, кг |
150х12х4 | +1,6 | +0,5 | +1,0 | 16,94 | 13,30 |
180х16х6 | 27,07 | 21,25 | |||
Таблица 3
Предельные отклонения, мм | ||||||||
по ширине | по толщине | |||||||
Обозна- | Повы- шенная точность | Обычная точность | Повы- шенная точность | Обычная точность | по толщине режущей кромки |
| Площадь поперечного сечения, см | Масса 1 м профиля, кг |
155х12х3 | +3,0 | +2,0 | ±0,6 | +0,8 | +2,5 | 350 | 16,25 | 12,76 |
180х12х6 | ±0,8 | +1,0 | 440 | 21,88 | 17,17 | |||
180х18х6 | 30,26 | 23,75 | ||||||
1.3.По точности прокатки профиль N 3 изготовляют:
повышенной точности - Б;
обычной точности - В.
1.4. Радиусы закругления углов, не обозначенные на черт.1-3, не должны превышать 5,0 мм.
1.5. Кривизна 1 м профиля не должна превышать:
5 мм - по ребру;
10 мм - по плоскости, а для профилей N 3 155х12х3 и 180х12х6 - 6 мм.
1.6. Профили изготовляют:
мерной длины;
кратной мерной длины.
1.7. Предельные отклонения по длине профилей мерной и кратной мерной длины не должны превышать 50 мм.
1.8. Контроль ширины и толщины профиля проводят на расстоянии не менее 500 мм от конца профиля. Остальные размеры контролируют при расточке валков.
Примеры условных обозначений:
Профиль N 1 шириной 180 мм, толщиной 16 мм и толщиной режущей кромки 6 мм по ГОСТ 380, из стали марки Ст5пс:
Профиль N 1 180х16х6 - Ст5пс ГОСТ 17152
Профиль N 3 шириной 155 мм, толщиной 12 мм и толщиной режущей кромки 3 мм, повышенной точности прокатки (Б) по ГОСТ 380, из стали марки Ст5сп:
Профиль N 3 155х12х3 - Б - Ст5сп ГОСТ 17152
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Характеристики
2.1.1. Профили для ножей землеройных машин изготовляют из стали марок:
65; 70; 75; 80; 85; 60Г; 65Г; 70Г; Ст5пс - профиль N 1;
65Г - профиль N 2;
Ст5сп; 65Г; 70Г2 - профиль N 3.
2.1.2. Химический состав стали марок Ст5пс, Ст5сп должен соответствовать ГОСТ 380, стали марки 65, 70, 75, 80, 85, 60Г, 70Г, 65Г ГОСТ 14959, 70Г2 - нормам, указанным в табл.4.
Таблица 4
Массовая доля элементов, % | |||||||
Углерод | Марганец | Кремний | Сера | Фосфор | Хром | Никель | Медь |
не более | |||||||
0,65-0,75 | 1,40-1,80 | 0,17-0,37 | 0,045 | 0,045 | 0,30 | 0,30 | 0,30 |
2.1.3. По согласованию изготовителя с потребителем профили из стали марок 70Г2 и 65Г изготовляют с содержанием элементов в %:
для марки 70Г2 | для марки 65Г |
углерода - от 0,60 до 0,90; | не более 0,80; |
марганца - от 1,20 до 2,00 | не более 1,40. |
Верхние пределы содержания углерода и марганца не должны совпадать.
2.1.4. Величина аустенитного зерна стали марок 65Г и 70Г2 не должна быть крупнее 5 номера по ГОСТ 5639.
2.1.5. Допускается по согласованию изготовителя с потребителем изготовление профилей из стали других марок.
2.1.6. Прокат изготовляют без термической обработки.
2.1.7. Расслоение в прокате не допускается.
2.1.8. На поверхности профилей допускается рябизна, отпечатки, риски, царапины, раскатанные загрязнения, прокатные плены, не выводящие размеры профиля за пределы минусового отклонения, и закаты глубиной не более 1 мм.
2.2 Маркировка и упаковка - по ГОСТ 7566.
3. ПРИЕМКА
3.1. Профили принимают партиями. Партия должна состоять из одного размера и одной плавки-ковша.
3.2. Правила приемки - по ГОСТ 7566.
3.3. Для проверки качества профилей от партии отбирают:
для химического анализа - одну пробу от плавки-ковша;
для проверки размеров - 10% профилей, но не менее 5 шт.;
для контроля качества поверхности - все профили.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Методы отбора проб для определения химического состава стали - по ГОСТ 7565.
4.2. Химический анализ - по ГОСТ 12344 - ГОСТ 12348, ГОСТ 12350, ГОСТ 12352, ГОСТ 12355, ГОСТ 12360, ГОСТ 17745, ГОСТ 18835, ГОСТ 22536.0 - ГОСТ 22536.11, ГОСТ 27809 или другими методами, утвержденными в установленном порядке и обеспечивающими необходимую точность анализа.
При разногласиях между изготовителем и потребителем применяют методы, установленные в настоящем стандарте.
4.3. Величину аустенитного зерна определяют по ГОСТ 5639 - методом окисления.
4.4. Качество поверхности проверяют осмотром без применения увеличительных приборов.
4.5. Расслоение контролируют осмотром кромок. При необходимости качество металла на кромках проверяют снятием стружки, при этом раздвоение стружки является признаком несплошности металла.
4.6. Геометрические размеры и форму профиля проверяют при помощи измерительных инструментов по ГОСТ 166, ГОСТ 427, ГОСТ 6507, ГОСТ 7502, ГОСТ 8026 или инструментов, аттестованных по ГОСТ 8.326*
________________
* На территории Российской Федерации действуют ПР 50.2.009-94.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение - по ГОСТ 7566.
Поищите лебедку электрическую здесь - https://www.komplektacya.ru/gruzopodjemnoe-oborudovanie/lebedki/lebedki-elektricheskie/