

Проволока латунная для холодной высадки. Технические условия
ГОСТ 12920-67
Группа В74
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОВОЛОКА ЛАТУННАЯ ДЛЯ ХОЛОДНОЙ ВЫСАДКИ
Технические условия
Brass wire for cold upsetting.
Specifications
ОКП 18 4590
Дата введения 1968-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТЧИКИ
А.П.Смирягин, канд. техн. наук; С.С.Крашенников (руководитель темы); А.И.Князева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 12.05.67
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 1066-90 | 3.4 |
ГОСТ 1652.1-77-ГОСТ 1652.13-77 | 3.5 |
ГОСТ 3282-74 | 4.1, 4.3, 4.5 |
ГОСТ 3560-73 | 4.5 |
ГОСТ 4381-87 | 3.1 |
ГОСТ 6507-90 | 3.1 |
ГОСТ 8273-75 | 4.1 |
ГОСТ 9078-84 | 4.5 |
ГОСТ 9716.1-79-ГОСТ 9716.3-79 | 3.5 |
ГОСТ 10446-80 | 3.2 |
ГОСТ 12920-67 | 4.1 |
ГОСТ 14192-77 | 4.6а |
ГОСТ 15527-70 | 2.1 |
ГОСТ 15846-79 | 4.3 |
ГОСТ 20435-75 | 4.3 |
ГОСТ 22225-76 | 4.3 |
ГОСТ 24047-80 | 3.2 |
ГОСТ 24231-80 | 3.5 |
ГОСТ 24597-81 | 4.5 |
ГОСТ 25086-87 | 3.5 |
5. Ограничение срока действия снято Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 03.04.91 N 419
6. ПЕРЕИЗДАНИЕ с Изменениями N 1, 2, 3, 4, 5, утвержденными в ноябре 1976 г., мае 1981 г., январе 1986 г., мае 1988 г., апреле 1991 г. (ИУС 12-76, 7-81, 5-86, 8-88, 6-91)
Настоящий стандарт распространяется на латунную проволоку марки Л63 для изделий, изготовляемых холодной высадкой.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 4, 5).
1. СОРТАМЕНТ
1. СОРТАМЕНТ
1.1. Диаметры проволоки и предельные отклонения по ним должны соответствовать указанным в табл.1.
Таблица 1
мм
Диаметр проволоки | Предельное отклонение по диаметру | |
нормальная точность | повышенная точность | |
0,80 | 0,02 | |
1,00 | ||
1,20 | -0,04 | |
1,25 | ||
1,32 | ||
1,40 | - | |
1,45 | ||
1,50 | ||
1,60 | ||
1,70 | ||
1,80 | ||
2,00 | ||
2,16 | ||
2,20 | - | |
2,35 | -0,04 | |
2,40 | ||
2,50 | ||
2,60 | ||
2,64 | ||
2,85 | ||
3,00 | ||
3,26 | ||
3,35 | ||
3,45 | ||
3,48 | ||
3,50 | 0,04 | |
3,55 | ||
3,60 | -0,05 | |
3,85 | ||
4,00 | ||
4,10 | ||
4,38 | ||
4,43 | ||
4,80 | ||
5,00 | ||
5,20 | - | |
5,28 | ||
5,80 | ||
6,00 | ||
6,50 | ||
7,00 | ||
7,10 | ||
7,80 | ||
8,00 | -0,10 | -0,06 |
8,30 | ||
8,85 | ||
9,00 | ||
9,60 | ||
9,80 | -0,10 | -0,06 |
10,50 | ||
11,50 | ||
Примечание. Диаметры болтов, винтов, гаек, заклепок, шпилек и шурупов приведены в приложении 1.
Проволоку повышенной точности изготовляют по требованию потребителя.
По согласованию изготовителя с потребителем допускается изготовлять проволоку диаметром 1,2 мм с предельным отклонением минус 0,02 мм.
(Измененная редакция, Изм. N 3, 4, 5).
1.2. Исключен.
1.3. Овальность проволоки не должна превышать допускаемых отклонений по диаметру.
Условные обозначения проставляются по схеме
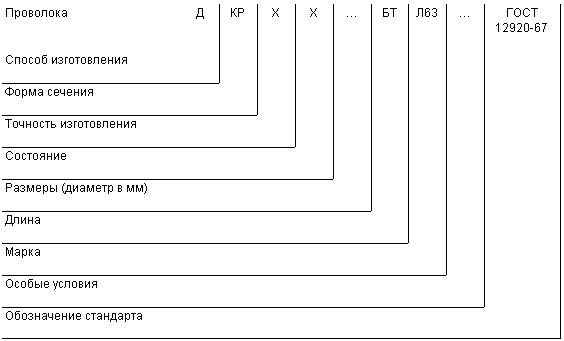
при следующих сокращениях: | ||
способ изготовления: | холоднодеформированная | - Д; |
форма сечения: | круглая | - КР; |
точность изготовления: | нормальная | - Н; |
повышенная | - П; | |
состояние: | мягкая | - М; |
полутвердая | - П; | |
твердая | - Т; | |
длина | в мотках | - БТ; |
особые условия: | антимагнитная | - АМ. |
Примечание. Вместо отсутствующих данных ставится знак "Х" (кроме обозначения особых условий).
Примеры условных обозначений
Проволока нормальной точности изготовления, полутвердой, диаметром 9,0 мм:
Проволока ДКРНП 9,0 БТ Л63 ГОСТ 12920-67
То же, повышенной точности изготовления, твердой, диаметром 8,0 мм:
Проволока ДКРПТ 8,0 БТ Л63 ГОСТ 12920-67
То же, нормальной точности изготовления, мягкой, диаметром 9,0 мм, антимагнитной:
Проволока ДКРНМ 9,0 БТ Л63 AM ГОСТ 12920-67.
(Измененная редакция, Изм. N 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Проволоку изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке, из латуни марки Л63 с химическим составом по ГОСТ 15527-70. По требованию потребителя проволоку должны изготовлять из антимагнитной латуни марки Л63 по ГОСТ 15527-70.
2.2. Проволоку изготовляют в мягком и полутвердом состояниях. По требованию потребителя проволоку для шурупов изготовляют в твердом состоянии.
2.1, 2.2. (Измененная редакция, Изм. N 3).
2.3. Поверхность проволоки должна быть чистой и гладкой, не иметь трещин и расслоений, а также поверхностных дефектов, выводящих проволоку за предельные отклонения по диаметру. На поверхности проволоки допускаются цвета побежалости и следы смазки.
2.4. Излом проволоки должен быть однородным, не иметь посторонних включений, расслоений, раковин и пузырей.
2.5. Механические свойства проволоки должны соответствовать нормам, указанным в табл.2.
Таблица 2
Состояние | Диаметр проволоки, мм | Временное сопротивление | Относительное удлинение после разрыва |
не менее | |||
От 0,8 до 1,0 | 340 (35) | 26 | |
Мягкое | Св. 1,0 до 4,8 | 340 (35) | 30 |
4,8 " 11,5 | 310 (32) | 34 | |
Полутвердое | От 0,8 до 11,5 | 360 (37) | 18 |
Твердое | От 0,8 до 1,0 | 690-880 | - |
(70-90) | |||
1,2 " 4,8 | 540-880 | - | |
(55-90) | |||
- | 4,8 " 11,5 | 640-740 | - |
(55-75) | |||
По требованию потребителя полутвердую проволоку изготовляют с регламентированными пределами временного сопротивления - 360-540 (37-55) МПа (кгс/мм![]() ); твердую проволоку диаметрами 1,2-4,8 мм с более узкими пределами временного сопротивления - 640-840 (65-85) МПа (кгс/мм
); твердую проволоку диаметрами 1,2-4,8 мм с более узкими пределами временного сопротивления - 640-840 (65-85) МПа (кгс/мм![]() ).
).
(Измененная редакция, Изм. N 3, 4, 5).
2.6. Масса проволоки в мотке указана в приложении 2.
(Измененная редакция, Изм. N 3).
2.7. При расклепывании проволоки не должно образовываться трещин и обнаруживаться раскрытие закатов.
2.8. Исключен.
3а. ПРАВИЛА ПРИЕМКИ
3а.1. Проволоку принимают партиями. Партия должна состоять из проволоки одной точности изготовления, одного состояния, одного диаметра и оформлена одним документом о качестве, содержащим:
товарный знак или наименование предприятия-изготовителя и товарный знак;
условное обозначение проволоки;
номер и массу партии;
количество мест.
Масса партии должна не превышать 1000 кг.
3а.2. Проверке внешнего вида и размеров должен быть подвергнут каждый моток проволоки.
3а.3. Для проверки временного сопротивления, относительного удлинения после разрыва, расклепываемости и излома должно быть отобрано по два мотка от партии.
3а.4. Для проверки химического состава отбирать два мотка. На предприятии-изготовителе допускается проводить проверку химического состава на пробах, взятых от расплавленного металла.
3а.1-3а.4. (Измененная редакция, Изм. N 3).
3а.5. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяются на всю партию.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Осмотр внешнего вида проволоки проводят без применения увеличительных приборов.
Определение диаметра проволоки проводят не менее чем в двух местах, в двух взаимно перпендикулярных направлениях микрометром по ГОСТ 6507-90 и ГОСТ 4381-87 или прибором, обеспечивающим соответствующую точность.
3.2. Для испытания на растяжение отбирают по одному образцу от каждого отобранного мотка.
Отбор и подготовку проб для испытаний на растяжение проводят по ГОСТ 24047-80.
Испытание на растяжение проводят по ГОСТ 10446-80.
3.3. Для испытания на расклепываемость отбирают по одному образцу от каждого отобранного мотка.
Испытание проволоки на расклепываемость проводят в разъемном приспособлении, зажатом в тиски, диаметр отверстия в приспособлении должен быть для проволоки диаметром до 4,40 мм - на 0,1 мм, а для проволоки от 4,40 мм и выше - на 0,2 мм более номинального размера проволоки.
Высота выступающей части образца, подвергающейся испытанию, должна составлять два диаметра проволоки. Расклепывание проводится под прессом или с помощью универсальных испытательных машин, ручных молотков до получения плоской головки высотой не более 0,5 номинального диаметра проволоки.
3.4. Для проверки излома берут по одному образцу от обоих концов каждого отобранного мотка. Получение излома - по ГОСТ 1066-90.
Проверку излома проводят без применения увеличительного прибора.
3.5. Для определения химического состава от каждого отобранного мотка отрезают по одному образцу.
Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231-80 или другими методами, обеспечивающими необходимую точность определения.
Определение химического состава проволоки проводят по ГОСТ 1652.1-77-ГОСТ 1652.13-77 и ГОСТ 9716.1-79-ГОСТ 9716.3-79, 25086-87.
При разногласиях в оценке химического состава анализ химического состава проводят по ГОСТ 1652.1-77-ГОСТ 1652.13-77.
3.1-3.5. (Измененная редакция, Изм. N 3).
4. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Проволоку сматывают в мотки правильными, неперепутанными рядами, без резких изгибов.
Каждый моток проволоки должен состоять из одного отрезка.
Каждый моток проволоки должен быть перевязан проволокой диаметром не менее 0,5 мм по ГОСТ 3282-74 не менее чем в двух местах равномерно по окружности мотка со скруткой проволоки не менее трех витков.
Мотки проволоки одной партии должны быть связаны в бухты. Каждая бухта должна быть прочно перевязана проволокой диаметром не менее 1 мм по ГОСТ 3282-74 не менее чем в трех местах равномерно по окружности бухты с прокладкой из бумаги по ГOCT 8273-75 в местах перевязки со скруткой проволоки не менее пяти витков.
Допускается для перевязки использовать проволоку диаметром не менее 1,5 мм по ГОСТ 12920-67 без применения прокладок из бумаги по ГОСТ 8273-75 в местах перевязки.
(Измененная редакция, Изм. N 3, 4).
4.2. К каждому мотку или бухте должен быть прикреплен фанерный или металлический ярлык с указанием:
товарного знака или наименования и товарного знака предприятия-изготовителя;
условного обозначения проволоки;
номера партии;
штампа технического контроля.
4.3. Мотки или бухты проволоки должны быть обернуты нетканым материалом по нормативно-технической документации, за исключением льняных или хлопчатобумажных тканей, и перевязаны проволокой диаметром не менее 1 мм по ГОСТ 3282-74 не менее чем в двух местах равномерно по окружности мотка или бухты.
Мотки или бухты проволоки, предназначенной для транспортирования в универсальных контейнерах по ГОСТ 20435-75 или ГОСТ 22225-76, допускается не упаковывать в упаковочные материалы.
В каждый контейнер должен быть вложен упаковочный лист с указанием сведений, приведенных в п.4.2, а также массы брутто и нетто.
Упаковка продукции, предназначенной для районов Крайнего Севера и труднодоступных районов, - по ГОСТ 15846-79. Группа - металлы и металлические изделия.
4.2; 4.3. (Измененная редакция, Изм. N 3).
4.4. Масса грузового места не должна превышать 80 кг.
При механизированной погрузке и выгрузке по согласованию с потребителем допускается повышенная масса грузового места, но не более 1250 кг.
(Измененная редакция, Изм. N 4).
4.5. Грузовые места должны быть сформированы в транспортные пакеты в соответствии с требованиями ГОСТ 24597-81. Пакетирование проводится на поддонах по ГОСТ 9078-84. Формирование пакетов допускается осуществлять и без поддонов с применением деревянных брусков размером не менее 50х50 мм. Транспортные пакеты скрепляют обвязкой в продольном и поперечном направлениях проволокой диаметром не менее 3 мм по ГОСТ 3282-74 или лентой размерами не менее 0,2х30 мм по ГОСТ 3560-73, или с использованием пакетируемых строп из проволоки диаметром не менее 5 мм по ГОСТ 3282-74. Скрепление концов: проволокой - скруткой не менее пяти витков, лентой - в замок.
Масса пакетов не должна превышать 1250 кг.
(Измененная редакция, Изм. N 4, 5).
4.6. Транспортирование проволоки проводится транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
(Измененная редакция, Изм. N 3).
4.6а. Транспортная маркировка - по ГОСТ 14192-77.
(Введен дополнительно, Изм. N 3).
4.7. При хранении проволока должна быть защищена от механических повреждений, действия влаги и активных химических реагентов.
При соблюдении указанных условий хранения потребительские свойства проволоки не изменяются.
(Измененная редакция, Изм. N 3, 5).
ПРИЛОЖЕНИЕ 1 (рекомендуемое). Диаметры готовых изделий
ПРИЛОЖЕНИЕ 1
Рекомендуемое
мм
Диаметр готового изделия | Диаметр проволоки для | ||||
болтов и винтов | гаек | заклепок | шпилек | шурупов | |
0,80 | - | 0,80 | |||
1,00 | 1,00 | ||||
1,20 | 1,20 | ||||
1,25 | 1,25 | ||||
1,40 | 1,20 | 1,40 | |||
1,50 | - | - | 1,50 | - | |
1,60 | 1,32 | 1,60 | 1,45 | ||
2,00 | 1,70 | 2,00 | 1,80 | ||
2,40 | - | 2,40 | - | ||
2,50 | 2,20 | - | - | ||
2,50 | 2,16 | 2,50 | 2,35 | ||
3,00 | 2,60 | 3,00 | 2,64 | 2,85 | |
(2,40) | |||||
3,00 | 5,00 | - | - | - | |
3,50 | - | 3,50 | 3,35 | ||
3,60 | - | 3,60 | - | ||
4,00 | 3,45 | 6,50 | - | - | |
4,00 | 3,48 | 5,28 | 4,00 | 3,50 | 3,85 |
(3,26) | |||||
4,00 | 3,55 | - | - | - | - |
5,00 | 4,38 | 6,00 | 5,00 | 4,43 | 4,80 |
(4,10) | |||||
6,00 | 5,20 | 8,30 | 6,00 | 5,28 | 5,80 |
7,00 | - | - | 7,00 | - | - |
8,00 | - | 11,50 | - | - | - |
8,00 | 7,10 | 9,60 | 8,00 | 7,10 | 7,80 |
9,00 | - | - | 9,00 | - | - |
10,00 | 8,85 | - | 10,00 | 8,85 | 9,80 |
12,00 | 10,50 | - | - | - | - |
Примечание. Диаметры, указанные в скобках, применяют для изготовления шурупов с резьбой до головки.
ПРИЛОЖЕНИЕ 2 (обязательное)
ПРИЛОЖЕНИЕ 2
Обязательное
Диаметр проволоки, мм | Масса отрезка мотка, кг, не менее | |
нормальная | пониженная | |
От 0,80 до 1,60 | 5,0 | 3,0 |
1,70 " 3,48 | 10,0 | 5,0 |
3,50 " 11,50 | 20,0 | 10,0 |
Примечание. Количество мотков проволоки пониженной массы не должно превышать 10% массы партии.
ПРИЛОЖЕНИЯ 1, 2. (Введены дополнительно, Изм. N 3).
Трос стальной здесь посмотри - https://www.komplektacya.ru/metizy-krepezh/kanaty/