

Флюсы сварочные плавленые. Метод определения содержания влаги
ГОСТ 22974.14-90
Группа В09
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФЛЮСЫ СВАРОЧНЫЕ ПЛАВЛЕНЫЕ
Метод определения содержания влаги
Melted welding fluxes. Method for determination of moisture content
ОКСТУ 0809
Срок действия с 01.01.92
до 01.01.97*
_______________________________
* Ограничение срока действия снято по протоколу N 7-95
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 11, 1995 год). -
Примечание изготовителя базы данных.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого машиностроения
РАЗРАБОТЧИКИ
П.Л.Бабушкин, В.Ю.Персиц, Ю.А.Марголин (руководители темы), О.Б.Зеленова, С.С.Огняник
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 27.12.90 N 3364
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер раздела |
ГОСТ 4204-77 | 2 |
ГОСТ 4328-77 | 2 |
ГОСТ 5538-78 | 2 |
ГОСТ 9147-80 | 3 |
ГОСТ 22974.0-85 | 1 |
ГОСТ 24104-88 | 2 |
ТУ 6-09-3880-75 | 2 |
ТУ 6-09-4010-75 | 2 |
ТУ 6-09-5382-88 | 3 |
Настоящий стандарт устанавливает гравиметрический метод определения массовой доли влаги от 0,01% до 1,0% в сварочных плавленых флюсах.
Метод основан на нагревании в трубчатой печи при температуре 1000 °С в токе кислорода анализируемого материала, превращении всего содержащегося в нем водорода во влагу и ее гравиметрическом определении после поглощения перхлоратом магния (ангидроном). Для предотвращения ошибок анализа выделяющиеся газообразные соединения фтора поглощаются монооксидом свинца на выходе из трубки.
1. ОБЩИЕ ТРЕБОВАНИЯ
1. ОБЩИЕ ТРЕБОВАНИЯ
Общие требования к методу анализа - по 22974.0*.
_______________
* На территории Российской Федерации действует ГОСТ 22974.0. - Примечание изготовителя базы данных.
2. АППАРАТУРА, РЕАКТИВЫ И РАСТВОРЫ
Установка для определения влаги (черт.1) состоит из баллона с кислородом (1) по ГОСТ 5583, снабженного редукционным вентилем пуска и регулировки тока кислорода; редуктора манометра 2 - тонкой регулировки кислорода; предохранительной колбы 3, которая в случае избыточного давления в камере сгорания предотвращает попадание серной кислоты в резиновые трубки, соединяющие аппарат с редукционным клапаном; системы очистки и осушки кислорода; промывочной колбы 4 с серной кислотой; сушильных колонок 5 и 6, заполненных гранулированной гидроокисью натрия и перхлоратом магния; фарфоровой трубки 7 длиной 500 мм и внутренним диаметром 20-25 мм; трубчатой печи 8 марки СУОЛ - 0.25.1/12-Ml; асбестовой пробки (9), пропитанной монооксидом свинца, нагретой до температуры 800 °С; медной трубки 10, нагретой до температуры 110-120 °С; Г-образного трубопровода 11; абсорбционной колбы 12 с перхлоратом магния (ангидроном). Г-образный трубопровод изготовлен из аустенитной нержавеющей стали и состоит из двух симметричных разъемных частей, общая длина трубопровода 750 мм. Спиральный нагреватель располагают вокруг и вдоль изогнутой по профилю трубопровода медной трубки, одновременно изолируя витки нагревателя асбестовым шнуром ШАОН-3, пропитанным жидким стеклом. Трубку с нагревателем оплетают лентой из фторопласта и укладывают в нижнюю часть корпуса трубопровода, предварительно выложенную каолиновой ватой, сверху трубку с нагревателем также прикрывают каолиновой ватой и закрывают верхнюю часть корпуса трубопровода. Обе части корпуса скрепляют винтами через отверстия в ушках, приваренных к нижней и верхней частям трубопровода.
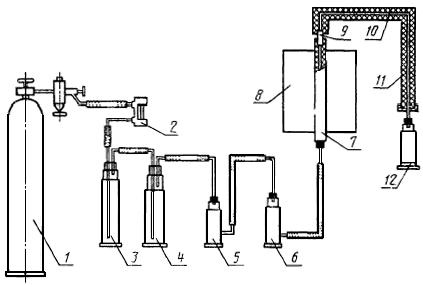
Черт.1
Допускаются нагреватели и абсорбционные колбы других конструкций, обеспечивающие требуемую точность анализа.
Крючок, с помощью которого лодочки помещают в трубку и извлекают из нее, изготовлен из жаропрочной проволоки диаметром 3-5 мм и длиной 400-600 мм.
Для установки пробки в фарфоровую трубку используют специальный толкатель с фиксатором.
Весы лабораторные общего назначения по ГОСТ 24104*, не ниже 2-го класса с наибольшим пределом взвешивания до 200 г или другие весы, отвечающие указанным требованиям по своим метрологическим характеристикам.
_______________
* На территории Российской Федерации действует ГОСТ 24104-2001, здесь и далее по тексту. - Примечание изготовителя базы данных.
Для определения массовой доли влаги от 0,01 до 0,03% следует использовать лабораторные весы общего назначения по ГОСТ 24104 не ниже 1-го класса точности.
Кислота серная по ГОСТ 4204.
Натрия гидроокись по ГОСТ 4328.
Магния перхлорат по ТУ 6-09-3880.
Вата каолиновая или асбест волокнистый по ТУ 6-09-4010.
Свинец монооксид (II) по ТУ 6-09-5382.
3. ПОДГОТОВКА К АНАЛИЗУ
Заливают в промывочную колбу 4 125 см![]() серной кислоты. Сушильные колонки 5 и 6, а также абсорбционную колбу 12 готовят к работе в соответствии с черт.2. Масса абсорбционной колбы в подготовленном виде (70±2) г. Перхлорат магния не должен насыпаться плотно. Абсорбционная колба диаметром 30 мм имеет в нижней части 5-6 отверстий диаметром (1±0,2) мм. Высота абсорбционной колбы 105 мм.
серной кислоты. Сушильные колонки 5 и 6, а также абсорбционную колбу 12 готовят к работе в соответствии с черт.2. Масса абсорбционной колбы в подготовленном виде (70±2) г. Перхлорат магния не должен насыпаться плотно. Абсорбционная колба диаметром 30 мм имеет в нижней части 5-6 отверстий диаметром (1±0,2) мм. Высота абсорбционной колбы 105 мм.
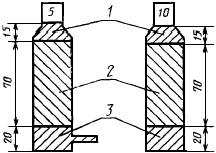
1 - стеклянная вата; 2 - абсорбент; 3 - стеклянная вата
Черт.2
В прокаленную по всей длине фарфоровую трубку помещают пробку, пропитанную монооксидом свинца. Пробку 9 из длинноволокнистого асбеста или каолиновой ваты, предварительно прокаленных при 400 °С в течение 30 мин, готовят следующим образом: на стальную щетку насыпают равномерный слой волокнистого асбеста или каолиновой ваты и равномерно покрывают асбест монооксидом свинца. Трением двух стальных щеток обеспечивают равномерное распределение монооксида свинца по асбесту. Избыток монооксида свинца стряхивают на сите. На пропитку 100 г асбеста требуется около 100 г монооксида свинца. 4,5-5,0 г пропитанного асбеста (каолиновой ваты) достаточно для образования пробки. С двух сторон от пробки помещают стеклянную вату по 10 мм с каждой стороны (черт.3).
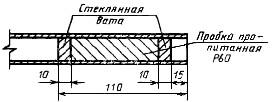
Черт.3
Постоянство расхода кислорода определяют ротаметром 2, который устанавливают перед предохранительной колбой. Подача кислорода через систему происходит со скоростью 175-225 см![]() /мин.
/мин.
Перед началом работы нагревают печь до температуры 1000 °С и проверяют установку на герметичность. Для этого подсоединяют вместо абсорбционной колбы (12) стеклянную трубку, конец которой опускают в чашку с водой и прерывают подачу кислорода, зажав шланг перед предохранительной колбой. Если вода в стеклянной трубке не поднимается, то система герметична.
Концы спирального нагревателя, расположенного вокруг и вдоль изогнутой по профилю трубопровода 11 медной трубки 10 подсоединяют к латру РНО-250-2 и задают напряжение так, чтобы температура на выходе из медной трубки была 110-120 °С.
Фарфоровые лодочки N 2 по ГОСТ 9147 или кварцевые лодочки (длина - 100-120 мм, ширина - 15-20 мм, высота - 10 мм) прокаливают в токе кислорода при температуре 1000 °С непосредственно перед работой.
Перед началом работы устанавливают среднее значение холостого опыта. После того как температура печи достигнет 1000 °С, пропускают кислород с расходом 175-225 см![]() /мин, взвешивая абсорбционную колбу 12 через каждые 5-7 мин. Установка готова к использованию при разнице в массе между каждым взвешиванием не более 0,2-0,4 мг. Значение холостого опыта более 0,4 мг свидетельствует о необходимости профилактики установки. Для этого необходимо заменить реактивы, используемые для осушки кислорода (серную кислоту, гидроокись натрия и перхлорат магния) и прочистить от загрязнения все узлы установки.
/мин, взвешивая абсорбционную колбу 12 через каждые 5-7 мин. Установка готова к использованию при разнице в массе между каждым взвешиванием не более 0,2-0,4 мг. Значение холостого опыта более 0,4 мг свидетельствует о необходимости профилактики установки. Для этого необходимо заменить реактивы, используемые для осушки кислорода (серную кислоту, гидроокись натрия и перхлорат магния) и прочистить от загрязнения все узлы установки.
Пробка 9 обеспечивает задержку фторидов для большого количества анализов. Контроль за работоспособностью пробки осуществляется по изменению цвета перхлората магния в абсорбционной колбе (12), вызванного проникновением фторидов.
4. ПРОВЕДЕНИЕ АНАЛИЗА
Навеску пробы массой, установленной в зависимости от массовой доли влаги по табл.1, помещают в фарфоровую или кварцевую лодочку.
Таблица 1
Массовая доля влаги, % | Масса навески флюса, г |
От 0,01 до 0,03 включ. | 7-10 |
Св. 0,03 " 0,07 " | 4-7 |
0,07 " 0,2 " | 2-4 |
0,2 " 1,0 " | 0,5-2,0 |
Лодочку с помощью крючка вводят в наиболее нагретую часть фарфоровой трубки (7) и плотно закрывают трубку резиновой пробкой, через которую пропущена трубка для подачи кислорода. Влага, выделенная из пробы, дистиллируется в абсорбционную колбу (12), в то время как побочные летучие продукты и фтористые соединения поглощаются монооксидом свинца на выходе из трубки. Пробу оставляют в печи до тех пор, пока в верхней части стеклянной трубки абсорбционной колбы (12) не останется следов конденсата (не более 5-7 мин). Затем герметизируют абсорбционную колбу 12, закрывая верхнее отверстие пробкой, нижние отверстия для выхода кислорода плотно прилегающим резиновым кольцом и взвешивают. Удаляют проанализированную пробу из печи, подсоединяют абсорбционную колбу 12 к установке и начинают анализ следующей пробы.
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1. Массовую долю влаги (![]() ) в процентах вычисляют по формуле
) в процентах вычисляют по формуле
![]() ,
,
где ![]() - масса абсорбционной колбы после анализа, г;
- масса абсорбционной колбы после анализа, г; ![]() - масса той же колбы до проведения анализа, г;
- масса той же колбы до проведения анализа, г; ![]() - масса навески анализируемого флюса, г.
- масса навески анализируемого флюса, г.
5.2. Абсолютные допускаемые расхождения результатов трех параллельных определений при доверительной вероятности ![]() 0,95 не должны превышать значений, приведенных в табл.2.
0,95 не должны превышать значений, приведенных в табл.2.
Таблица 2
Массовая доля влаги, % | Абсолютные допускаемые расхождения, % |
От 0,01 до 0,02 включ. | 0,004 |
Св. 0,02 " 0,05 " | 0,008 |
0,05 " 0,10 " | 0,01 |
0,10 " 0,50 " | 0,05 |
0,50 " 1,00 " | 0,10 |
Глянь пленку полиэтиленовую армированную - https://www.komplektacya.ru/ukryvnoj-material/plenka-polietilenovaja/plenka-armirovannaja