

Оси черновые (заготовки профильные) для подвижного состава железных дорог колеи 1520 мм. Технические условия
ГОСТ 30272-96
(ИСО 1005-3-82)
Группа В41
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОСИ ЧЕРНОВЫЕ (ЗАГОТОВКИ ПРОФИЛЬНЫЕ)
ДЛЯ ПОДВИЖНОГО СОСТАВА ЖЕЛЕЗНЫХ ДОРОГ КОЛЕИ 1520 мм
Технические условия
Black collar axles (profile stock) for 1520 mm gauge railways.
Specifications
МКС 45.060
ОКП 31 0000
Дата введения 1998-01-01
Предисловие
1 РАЗРАБОТАН Международным техническим комитетом МТК 120 "Чугун, сталь, прокат", Всероссийским научно-исследовательским институтом железнодорожного транспорта (ВНИИЖТ), Государственным научно-исследовательским институтом вагоностроения (ГосНИИВ) и Институтом черной металлургии Украины (ИЧМ)
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 9 от 12 апреля 1996 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Белоруссия | Госстандарт Белоруссии |
Грузия | Грузстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикгосстандарт |
Туркменистан | Главная государственная инспекция Туркменистана |
Украина | Госстандарт Украины |
Изменение N 1 принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 22 от 06.11.2002)
За принятие изменения проголосовали национальные органы по стандартизации следующих государств: AZ, AM, BY, KZ, KG, MD, RU, TJ, TM, UZ [коды альфа-2 по МК (ИСО 3166) 004]
3 Приложение А настоящего стандарта представляет собой аутентичный текст международного стандарта ИСО 1005-3-82 "Подвижной состав железных дорог. Часть 3. Оси для тяговых и прицепных вагонов. Требования к качеству"
4 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 28 января 1997 г. N 18 межгосударственный стандарт ГОСТ 30272-96 введен непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1998 г.
5 ВЗАМЕН ГОСТ 3281-93, ГОСТ 4008-89, ГОСТ 6690-83
6 ИЗДАНИЕ (октябрь 2003 г.) с Изменением N 1, принятым в марте 2003 г. (ИУС 5-2003)
1 Область применения
1 Область применения
Настоящий стандарт распространяется на черновые оси (профильные заготовки) в исполнении УХЛ ГОСТ 15150 для подвижного состава магистральных железных дорог: вагонов (пассажирских и грузовых), электровозов, тепловозов, моторных и прицепных вагонов электро- и дизель-поездов, а также для вагонов метрополитена.
Допускается по согласованию между изготовителем и потребителем изготовлять черновые оси в соответствии с требованиями приложения А.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение
ГОСТ 1778-70 (ИСО 4967-79) Сталь. Металлографические методы определения неметаллических включений
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 4728-96 Заготовки осевые для подвижного состава железных дорог колеи 1520 мм. Технические условия
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10243-75 Сталь. Метод испытаний и оценки макроструктуры
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 20415-82 Контроль неразрушающий. Методы акустические. Общие положения
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 30237-96 (ИСО 1005-3-82) Оси чистовые для подвижного состава железных дорог колеи 1520 мм. Технические условия
Раздел 2. (Измененная редакция, Изм. N 1).
3 Определения
В настоящем стандарте применяются следующие термины с соответствующими определениями:
черновая ось (заготовка профильная): Ось, полученная после формообразования, подвергнутая нормализации, имеющая припуск под механическую обработку и прошедшая ультразвуковой контроль.
чистовая ось: Ось, окончательно механически обработанная, подвергнутая по всей длине упрочнению накатыванием роликами и прошедшая ультразвуковой и магнитный контроль.
4 Технические требования
4.1 Черновые оси изготавливают в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
4.2 Черновые оси изготавливают из осевых заготовок по ГОСТ 4728 или из слитков той же стали.
4.3 Черновые оси изготавливают методами ковки, штамповки, винтовой прокатки или радиально-ротационного горячего деформирования.
4.4 Степень укова или обжатия металла от слитка должна быть при изготовлении черновых осей для вагонов магистральных железных дорог и локомотивных осей не менее 3, а для осей вагонов метрополитена - не менее 5.
4.5 Черновые оси для локомотивов, моторных вагонов, изготовленные ковкой, должны иметь технологический припуск для изготовления образцов; диаметр припуска должен быть не менее диаметра конца черновой оси. Допускается во время ковки припуск надрубить.
4.4, 4.5 (Измененная редакция, Изм. N 1).
4.6 После формообразования черновые оси должны быть подвергнуты нормализации или нормализации с отпуском. Все термические операции должны осуществляться при автоматической регистрации заданных режимов.
4.7 Механические свойства металла термически обработанных черновых осей должны соответствовать указанным в таблице 1.
Таблица 1
Временное сопротивление при растяжении | Относительное удлинение | Ударная вязкость при 20 °С KCU, Дж/см | |
Среднее значение, | Минимальное значение | ||
Образцы из подступичной части | |||
580,0-615,0 (59,0-62,5) | 20,0 | 49,0 (5,0) | 34,0 (3,5) |
620,0-645,0 (63,0-65,5) | 19,0 | 39,0 (4,0) | 29,0 (3,0) |
650,0 (66,0) и более | 18,0 | 34,0 (3,5) | 29,0 (3,0) |
Образцы из шейки или технологического припуска | |||
605,0-625,0 (61,5-63,5) | 20,0 | 54,0 (5,5) | 39,0 (4,0) |
630,0 (64,0) и более | 19,0 | 44,0 (4,5) | 34,0 (3,5) |
При получении неудовлетворительных результатов испытаний на образцах из технологического припуска шейки или из самой шейки допускается проводить испытания на образцах из подступичной части.
Примечание - При изготовлении черновых осей методом винтовой прокатки или свободной ковки нормы для образцов из шейки или технологического припуска такие же, как и для образцов из подступичной части.
(Измененная редакция, Изм. N 1).
4.8 Правку черновых осей проводят в горячем состоянии после нагрева под нормализацию или после отдельного нагрева до температуры не выше 700 °С без последующей термообработки. Температура в конце процесса правки должна быть не ниже 600 °С.
4.9 Радиальное биение поверхности черновых осей (шеек и средней части) относительно поверхности подступичных частей не должно превышать поля допуска на диаметральные размеры.
4.10 На поверхности черновых осей, подлежащих дальнейшей обработке у потребителя, окалина должна быть удалена, глубина залегания дефектов не должна превышать 75% одностороннего фактического припуска на обработку черновых осей. Для определения глубины залегания видимых дефектов предприятие-изготовитель должно делать пробные местные вырубки (зарубки). Допускается по согласованию с потребителем изготовлять катаные черновые оси с глубиной залегания наружных пороков до 85% одностороннего фактического припуска на обработку.
На поверхности черновых осей, изготовленных винтовой прокаткой, допускается винтовой след от валков, высота которого не входит в поле предельных отклонений по диаметру.
4.11 Не допускаются флокены, несплошности, инородные металлические и неметаллические включения, следы усадочной раковины, а также дефекты макроструктуры, превышающие требования ГОСТ 4728. Не допускаются светлые пятна на поверхности изломов разрывных образцов.
Для локомотивных черновых сверленых осей допускается наличие центральной осевой рыхлости, если она распространяется от центра на расстояние не более 0,7 радиуса отверстия.
4.12 Черновые оси должны прозвучиваться в продольном направлении. При этом затухание ультразвуковых колебаний на частоте 2,5 мГц не должно превышать 46 дБ.
(Измененная редакция, Изм. N 1).
4.13 Балл неметаллических включений в стали (кроме недеформирующихся силикатов) должен быть не более 4 по ГОСТ 1778.
4.14 В металле черновых осей не допускаются волосовины, выявляемые на окончательно обработанных осях, превышающие нормы, установленные в стандартах на готовые оси.
4.15 На каждой черновой оси в горячем состоянии должны быть четко выбиты знаки высотой 10-15 мм и глубиной 1-3 мм в следующем порядке (через тире или с промежутками).
4.15.1 Для черновых осей, изготовленных винтовой прокаткой и из осевых заготовок:
- две последние цифры года изготовления;
- номер плавки;
- порядковый номер оси, начинающийся с условного номера предприятия-изготовителя. При однозначном условном номере впереди ставят три нуля, при двузначном - два нуля, при трехзначном - один нуль.
Для черновых осей винтовой прокатки нуль впереди условного номера предприятия-изготовителя не ставят. Черновым осям сборной партии для вагонов метрополитена присваивают условный номер плавки по нумерации предприятия-изготовителя.
Повторение номера в течение года не допускается.
Пример маркировки черновой оси, изготовленной в 1997 г.: 17248 - номер плавки; 000530085 - номер черновой оси (5 - номер предприятия-изготовителя; 30085 - порядковый номер черновой оси, изготовленной с начала года):
97 17248 000530085
Допускается делать промежуток между условным номером предприятия-изготовителя и порядковым номером черновой оси.
4.15.2 Для черновых осей, изготовленных ковкой из слитка:
- условный номер предприятия-изготовителя;
- месяц и две последние цифры года изготовления черновой оси;
- номер плавки;
- порядковый номер черновой оси.
Допускается маркировка и клеймение черновых осей в горячем состоянии двухрядной колодкой в следующем порядке:
- первая строка:
две последние цифры года изготовления и номер плавки;
- вторая строка:
порядковый номер черновой оси, начинающийся с номера предприятия-изготовителя.
4.15.1, 4.15.2 (Измененная редакция, Изм. N 1).
4.15.3 Каждая черновая ось должна иметь клейма отдела технического контроля и представителя заказчика. Для черновых осей, изготовленных ковкой из слитка, эти клейма ставят на площадке длиной 25 мм и шириной 15 мм между номером плавки и номером черновой оси.
(Введен дополнительно, Изм. N 1).
4.16 На черновых осях, изготовленных ковкой из слитка, должны быть выбиты литеры:
А - на черновых осях, изготовленных из головной (верхней) части слитка;
Б - на черновых осях, изготовленных из части слитка, следующей за головной.
Литеры должны быть выбиты на головном конце черновой оси.
5 Правила приемки
5.1 Для проверки соответствия черновых осей требованиям настоящего стандарта проводят приемосдаточные испытания.
5.2 При приемосдаточных испытаниях черновых осей должны быть предъявлены документы с номерами плавок и результаты химических анализов.
Черновые оси, принятые отделом технического контроля предприятия-изготовителя, должны быть предъявлены для приемки представителю заказчика.
5.3 Приемосдаточные испытания
5.3.1 На приемосдаточные испытания черновые оси для вагонов магистральных железных дорог предъявляют партиями. Партия должна состоять из черновых осей одной плавки и прошедших термообработку по одному режиму. Число черновых осей данной плавки должно быть не более 150 шт.
(Измененная редакция, Изм. N 1).
5.3.1.1 Допускается остаток черновых осей данной плавки (до 80 шт.) присоединять к партии из этой плавки.
Если остаток черновых осей более 80 шт., то его следует считать отдельной партией.
Допускается составлять сборную партию из черновых осей разных плавок, ранее прошедших испытания с удовлетворительными результатами.
5.3.2 Черновые оси для локомотивов и моторных вагонов, изготовленные винтовой прокаткой и радиально-ротационным деформированием, предъявляют партиями. Партию составляют из черновых осей одной плавки и прошедших термическую обработку по одному режиму.
(Измененная редакция, Изм. N 1).
5.3.3 Черновые оси для локомотивов промышленного транспорта, изготовленные радиально-ротационным деформированием, предъявляют партиями. Партию составляют из черновых осей одной плавки и прошедших термическую обработку по одному режиму.
5.3.4 Приемосдаточным испытаниям подвергают каждую черновую ось для локомотивов и моторных вагонов, изготовленную ковкой из осевых заготовок по ГОСТ 4728 или непосредственно из слитка, а также для вагонов метрополитена, изготовленную непосредственно из слитка.
При изготовлении двух черновых осей из одного слитка испытанию подвергают одну ось, изготовленную из верхней части слитка.
5.3.5 Черновые оси для вагонов метрополитена, изготовленные винтовой прокаткой и ковкой из осевых заготовок по ГОСТ 4728, принимают партиями. Партия должна состоять из черновых осей одной плавки. Число черновых осей должно быть не более 150 шт.
Допускается составлять сборную партию, полученную перекатом из черновых осей винтовой прокатки разных плавок, ранее прошедших испытания с удовлетворительными результатами, но имевших отклонения размеров. Сборную партию принимают как новую.
5.4 При приемосдаточных испытаниях черновых осей контролируют:
- поверхность и размеры (4.1, 4.9, 4.10);
- механические свойства металла (4.7);
- макроструктуру (4.11, 4.13);
- химический состав (4.2);
- прозвучиваемость и отсутствие внутренних дефектов (4.11, 4.12).
5.3.4, 5.3.5, 5.4 (Измененная редакция, Изм. N 1).
5.5 Проверке внешнего вида, маркировки и размеров подвергают каждую черновую ось.
5.6 Механические свойства металла определяют:
1) на одной черновой оси для вагонов магистральных железных дорог и вагонов метрополитена, изготовленных из осевых заготовок, от каждой контролируемой партии. Результаты распространяют на всю партию;
2) на двух черновых осях для локомотивов и моторных вагонов, изготовленных винтовой прокаткой, радиально-ротационным деформированием и штамповкой, от каждой контролируемой партии. Результаты распространяют на всю партию;
3) на каждой черновой оси для локомотивов и моторных вагонов, изготовленной ковкой из осевых заготовок и непосредственно из слитка, и для вагонов метрополитена, изготовленной непосредственно из слитка;
4) при изготовлении двух черновых осей для локомотивов и моторных вагонов из одного слитка только на черновой оси, изготовленной из верхней части каждого слитка. Результаты распространяют и на черновые оси, изготовленные из нижней части слитка.
Проверку механических свойств металла черновых осей проводят на предприятии-изготовителе до их механической обработки.
(Измененная редакция, Изм. N 1).
5.7 Контролю макроструктуры подвергают черновые оси, изготовленные: из слитка - одну черновую ось из верхней части каждого слитка, из осевых заготовок - по документам на осевую заготовку.
5.8 Каждая черновая ось после термической обработки должна быть подвергнута ультразвуковому контролю на прозвучиваемость и внутренние дефекты на предприятии, проводящем термическую обработку.
Допускается по согласованию между изготовителем и потребителем проводить продольный ультразвуковой контроль на предприятии, производящем механическую обработку черновых локомотивных осей в соответствии с ГОСТ 30237. При этом ультразвуковой контроль должен быть осуществлен до обработки торца оси под крепление.
5.9 Черновые оси, имеющие радиальное биение, превышающее допустимое, подвергают правке после отдельного нагрева в соответствии с 4.8 или повторной термической обработке с последующей правкой.
5.8, 5.9 (Измененная редакция, Изм. N 1).
5.10 Контроль загрязненности стали неметаллическими включениями - по документам о качестве на осевую заготовку или по ГОСТ 4728. При ковке непосредственно из слитка - по ГОСТ 1778.
5.11 Черновые оси с неясной маркировкой не принимают. Допускается исправлять маркировку в холодном состоянии, если можно установить номер плавки и порядковый номер черновой оси.
6 Методы контроля
6.1 Геометрические размеры черновых осей и глубину залегания поверхностных дефектов измеряют методом непосредственной оценки с допустимой погрешностью, мм:
- для диаметров и глубины зарубки - ±0,5;
- для длин:
от 0 до 1000 мм | - ±1,0; |
от 1001 до 2000 мм | - ±2,0; |
св. 2001 мм | - ±3,0. |
6.2 Ультразвуковой контроль черновых осей для выявления несплошностей и непрозвучиваемости металла следует проводить путем сквозного их прозвучивания в продольном направлении при шероховатости торцев ![]() 40 мкм по ГОСТ 2789.
40 мкм по ГОСТ 2789.
При ультразвуковом контроле в осевом направлении должны отсутствовать дефекты с эквивалентной площадью более 150 мм![]() .
.
Непрозвучивающиеся черновые оси должны быть подвергнуты дополнительной термической обработке с последующим ультразвуковым контролем. Если после этой термической обработки черновая ось прозвучивается, то ее считают годной.
Ультразвуковой контроль на прозвучиваемость и наличие внутренних несплошностей металла - по методике, согласованной в установленном порядке.
Условия и порядок проведения ультразвукового контроля, техническая документация на контроль, подготовка дефектоскопов - по ГОСТ 20415.
6.3 Проверку механических свойств металла черновых осей (4.7) проводят на образцах на растяжение и ударный изгиб.
Образцы изготавливают из припуска, оставленного при формообразовании шейки, или из подступичной части черновой оси.
Припуск должен быть предварительно заклеймен представителем заказчика и может быть отделен от черновой оси после ее термической обработки.
Для черновых осей, изготовленных винтовой прокаткой и ковкой из осевых заготовок по ГОСТ 4728, допускается изготавливать образцы из шейки черновой оси.
Для испытания на растяжение берут один образец диаметром 10 мм с пятикратной расчетной длиной, для испытания на ударный изгиб берут четыре образца:
- от любой черновой оси для вагонов магистральных железных дорог и вагонов метрополитена, изготовленной из осевой заготовки, из контролируемой партии;
- от двух любых черновых осей от контролируемой партии, изготовленных из осевых заготовок винтовой прокаткой, радиально-ротационным деформированием и штамповкой для локомотивов и моторных вагонов;
- от одной черновой оси, изготовленной радиально-ротационным деформированием для локомотивов промышленного транспорта, из контролируемой партии;
- от каждой черновой оси для локомотивов и моторных вагонов, изготовленной ковкой из осевой заготовки по ГОСТ 4728 и непосредственно из слитка; при изготовлении двух черновых осей из слитка - только от черновой оси, изготовленной из верхней части слитка.
Образцы вырезают из металла, взятого на расстоянии половины радиуса черновой оси плюс 10 мм от ее поверхности в направлении, параллельном образующей. Схема вырезки образцов для механических испытаний представлена на рисунке 1.
Рисунок 1. Схема вырезки образцов для механических испытаний
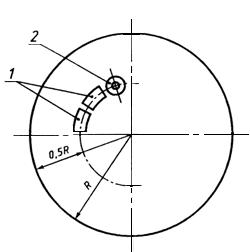
1 - два бруска для четырех образцов на ударную вязкость; 2 - образец для испытания на растяжение
Рисунок 1
Заготовки образцов для определения механических свойств допускается вырезать автогеном при условии оставления припуска не менее 30 мм на сторону.
(Измененная редакция, Изм. N 1).
6.4 Испытание на растяжение (4.7) следует проводить на образцах типов I, II, III N 4 ГОСТ 1497.
Допускается перед испытанием нагревать образцы до 150 °С-200 °С с выдержкой не менее 30 мин.
6.5 Ударную вязкость (4.7) определяют на образцах типа I по ГОСТ 9454.
Допускается делать концентраторы сверлением.
6.6 При неудовлетворительных результатах по одному из видов испытаний или наличии в изломе разрывных образцов светлых пятен должна быть проведена повторная проверка по всему комплексу испытаний на удвоенном числе образцов (от двух черновых осей для вагонов магистральных железных дорог и вагонов метрополитена и от четырех черновых осей для локомотивов и моторных вагонов, изготовленных винтовой прокаткой, - по одному комплекту).
Если результаты повторной проверки окажутся неудовлетворительными хотя бы по одному из показателей, то всю партию черновых осей следует подвергнуть повторной термической обработке, после чего их подвергают всему комплексу испытаний.
6.5, 6.6 (Измененная редакция, Изм. N 1).
6.6.1 При неудовлетворительных результатах механических испытаний образцов из черновых осей из слитков допускается перед повторной проверкой подвергнуть их термической обработке вместе с остатком припуска при одинаковых температурных условиях.
6.6.2 В случае неудовлетворительных результатов механических испытаний черновой оси сборной партии для вагонов метрополитена оси соответствующей плавки не принимаются и подвергаются дополнительной термической обработке.
Остальная часть сборной партии черновых осей предъявляется как новая партия.
6.6.3 Более двух повторных термических обработок не допускается. Вторую повторную термическую обработку разрешается проводить для непрозвучивающихся осей.
Дополнительный нагрев под правку до температур 700 °С термической обработкой не считается.
6.6.1-6.6.3 (Введены дополнительно, Изм. N 1).
6.7 Радиальное биение поверхности элементов (шеек и средней части) относительно поверхности подступичных частей определяют как разность зазоров с двух противоположных сторон и контролируемой плоскости между лекальной линейкой типа ШД по ГОСТ 8026 или другим аттестованным измерительным инструментом, наложенным на поверхности подступичных частей, и поверхностью шеек и средней части. Контроль осуществляется в двух перпендикулярных плоскостях посередине длины контролируемых элементов, а при вращении на станке - по биению оси.
6.8 Отбор проб для контрольного химического анализа - по ГОСТ 7565.
(Измененная редакция, Изм. N 1).
6.9 Химический состав проверяют по документу о качестве по ГОСТ 4728 или по плавочному химическому составу слитков. Допускается при приемке черновых осей по требованию представителя заказчика проводить контрольный химический анализ.
6.10 Контроль дефектов макроструктуры (4.11) - по ГОСТ 10243.
Макроструктуру черновых осей, изготовленных из осевых заготовок, проверяют по документу о качестве ГОСТ 4728.
6.11 Контроль неметаллических включений (4.13) - по документу о качестве ГОСТ 4728.
При изготовлении черновых осей из слитка контроль неметаллических включений проводят по ГОСТ 1778.
7 Транспортирование и хранение
7.1 Черновые оси должны сопровождаться документом, удостоверяющим их соответствие требованиям настоящего стандарта и включающим:
- наименование предприятия-изготовителя;
- дату и номер плавки;
- химический состав стали - из документа о качестве осевой заготовки ГОСТ 4728 или из плавочного анализа (для заготовок сборных партий - химический состав используемых плавок);
- тип или номер чертежа черновой оси;
- номер черновой оси;
- результат испытаний;
- обозначение настоящего стандарта.
Документ должен быть подписан отделом технического контроля предприятия-изготовителя и представителем заказчика.
Указанный документ должен храниться на предприятии-изготовителе 20 лет.
(Измененная редакция, Изм. N 1).
7.2 Условия транспортирования черновых осей в части воздействия климатических факторов - по группе Ж1, а хранения - по группе ОЖЗ ГОСТ 15150.
7.3 Черновые оси транспортируют пачками массой от 2,5 до 10 т. Прочностные данные обвязок пачки должны обеспечивать их сохранность при транспортировании и погрузочно-разгрузочных работах.
Погрузка, крепление и транспортирование черновых осей на открытом подвижном составе должны осуществляться в соответствии с правилами перевозки грузов.
7.4 На пачке должен быть прикреплен ярлык с транспортной маркировкой по ГОСТ 14192.
7.5 Не допускается погрузка и разгрузка черновых осей при помощи магнита.
8 Гарантии изготовителя
8.1 Изготовитель гарантирует соответствие черновых осей требованиям настоящего стандарта при соблюдении потребителями условий транспортирования, хранения и эксплуатации.
(Измененная редакция, Изм. N 1).
8.2 Изготовитель черновых осей (заготовок профильных) гарантирует качество металла (4.11, 4.13) на срок службы оси.
ПРИЛОЖЕНИЕ А (рекомендуемое). ИСО 1005-3-82 Подвижной состав железных дорог. Часть 3. Оси для тяговых и прицепных вагонов. Требования к качеству
ПРИЛОЖЕНИЕ А
(рекомендуемое)
1 Назначение и область применения
1.1 Настоящая часть стандарта определяет требования к изготовлению и поставке осей подвижного состава из нелегированных и легированных сталей в соответствии с таблицей 1 и разделом 4.
2 Ссылки
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
3 Информация, которую должен сообщать потребитель
При заказе потребитель должен сообщать следующую информацию:
a) номер стандарта;
b) марку стали (4.1);
c) вид термообработки (4.2, 6.5);
d) качество поверхности (4.3);
e) необходимость контрольного анализа (5.1.2);
f) необходимость исследования микроструктуры на неоднородность и размер зерен (5.2.2.2 и таблица 3);
g) виды требуемых испытаний (5.2.2.3, 7.3.1, 7.7.3.5, 7.8.5 и таблица 3);
h) допуски на размеры (5.4.1);
j) необходимость специальной маркировки (5.5);
k) условия требуемого контроля (7.1);
m) необходимость специальной подготовки проб и образцов для испытаний (7.7.2);
n) методы защиты от коррозии (8.1);
р) необходимость согласования гарантийных условий (раздел 9).
4 Классификация
Оси следует классифицировать в заказе или в прилагаемых к нему документах в соответствии с используемой маркой стали, условиями термообработки и качеством поверхности, методом контроля (таблица 3).
4.1 Марки сталей
Настоящий стандарт определяет следующие марки сталей в соответствии с их свойствами, приводимыми в таблице 1:
a) нелегированные стали А1 и А2;
b) легированные стали A3 и А4.
4.2 Виды термообработки
Оси могут поставляться:
a) без термообработки*;
________________
* С учетом исключения, приведенного в таблице 1 (сноска 6), при заказе осей без термообработки следует учитывать следующее. Потребитель может обусловить предельное содержание элементов. В этом случае ответственность за получение требуемых механических свойств возлагается на предприятие, осуществляющее термообработку. Если предельное содержание элементов не оговорено в заказе, то изготовитель должен гарантировать, что поставляемые оси будут иметь механические свойства, приведенные в таблице 1.
b) в состоянии нормализации или нормализации с последующим отпуском (символ N) - марки А1 и А2;
c) подвергнутые закалке и отпуску (символ Т) - марки А1, А2, A3, А4.
Таблица 1 - Марки сталей, химический состав, виды термообработки и механические свойства
Марка | Химический состав, max | Термо- | Механические свойства | |||||||||||
С | Si | Mn | P | S | Cr | Сu | Мо | V | Предел текучести | Удлине- | Предел прочности на растяжение | Работа удара при 20 °С | ||
А1 | 0,40 | 0,50 | 1,20 | 0,04 | 0,04 | 0,30 | 0,30 | 0,08 | 0,05 | N | 300 | 22 | 520-650 | 25 |
Т | 350 | 24 | 550-700 | 40 | ||||||||||
А2 | 0,50 | 0,50 | 1,20 | 0,04 | 0,04 | 0,30 | 0,30 | 0,08 | 0,05 | N | 360 | 17 | 600-750 | 20 |
Т | 390 | 19 | 620-770 | 25 | ||||||||||
A3 | 0,40 | 0,50 | 1,60 | 0,04 | 0,04 | 0,50 | 0,30 | 0,40 | 0,10 | N | 420 | 19 | 650-800 | 40 |
Т | ||||||||||||||
А4 | 0,40 | 0,50 | 0,80 | 0,04 | 0,04 | 1,20 | 0,30 | 0,35 | 0,10 | N | 420 | 19 | 650-800 | 40 |
Т | ||||||||||||||
_________________
| ||||||||||||||
Независимо от вида термообработки, указанного в заказе, в случае неэффективно проведенной дегазации, следует принять соответствующие меры, которые могут включать, например, медленное охлаждение, с тем чтобы избежать образования флокенов. Если оговорены такие требования, то администрация железных дорог должна быть проинформирована о проведенных операциях.
4.3 Качество поверхности
При поставке поверхности должны быть установленного качества:
a) после черновой штамповки или черновой прокатки в случае, если оси изготовлены методом горячей ковки или горячей прокатки и не подвергались какой-либо механической обработке;
b) после черновой механической обработки, если ось не подвергалась окончательной (чистовой) механической обработке, не подвергалась грубой черновой обработке полностью или только в определенных местах, которые должны быть механически обработаны;
c) полуобработанные, если окончательной механической обработке подвергнуты только определенные участки, которые рассматриваются как окончательно обработанные;
d) окончательно обработанные, когда все участки оси, которые должны подвергаться механической обработке, окончательно обработаны.
(Измененная редакция, Изм. N 1).
5 Технические требования
5.1 Химический состав
5.1.1 Максимальное содержание различных химических элементов приведено в таблице 1. Эти значения определяют при анализе плавки. Содержание Cr, С, Мо и V определяют в изделии, однако предварительно содержание этих элементов контролируют при анализе плавки.
5.1.2 Если необходимо выполнить контрольный анализ изделия, то это должно быть оговорено в заказе. В этом случае данные анализа изделия могут отличаться от требований, изложенных в таблице 1, на значения, приведенные в таблице 2.
Таблица 2 - Допускаемые отклонения данных анализов плавки и изделия
Элемент | Максимальное значение в соответствии со спецификацией при анализе плавки, % | Допускаемое отклонение данных анализа изделия, % |
Углерод | От 0,30 до 0,50 | +0,03 |
Кремний | 0,50 | +0,04 |
Марганец | 0,80 | +0,06 |
1,20 | +0,08 | |
1,60 | +0,10 | |
Фосфор | 0,04 | +0,005 |
Сера | 0,04 | +0,005 |
5.2 Физические свойства
5.2.1 Обработка поверхности
5.2.2 Отсутствие дефектов
5.2.2.1 Общие положения
Оси должны прозвучиваться по всей длине и не иметь каких-либо дефектов, мешающих использованию осей.
5.2.2.2 Микроструктура
Микроструктура нормализованных или подвергнутых закалке и отпуску осей должна быть равномерной и типовой для обусловленной термообработки. При определении по ГОСТ 5639 размер зерен должен быть не более определенного балла.
5.2.2.3 Другие характеристики внешнего вида и прочности
Если в заказе или прилагаемых к нему документах для контроля дефектов предусматриваются магнитная дефектоскопия, испытание ультразвуком или исследование макроструктуры с помощью серных отпечатков, то критерии приемки должны обуславливаться в заказе или прилагаемых к нему документах.
При оценке качества макроструктуры с помощью серных отпечатков используют методические указания по контролю макроструктуры, если не оговорены другие документы.
5.3 Механические свойства
Механические свойства осей после термообработки должны соответствовать данным таблицы 1.
5.4 Размеры
5.4.1 Размеры осей должны соответствовать приведенным в заказе или прилагаемых к нему документах в пределах указанных допусков.
5.5 Маркировка (6.4)
Маркировка установленных размеров должна наноситься в горячем или холодном состоянии в месте, определяемом заказом или прилагаемыми документами.
Если не оговорены другие требования, то каждая ось должна иметь клеймо со следующими данными:
a) марка фирмы;
b) номер плавки;
c) марка стали и условия термообработки (сноски 2 и 6 к таблице 1);
d) дата изготовления (месяц и две последние цифры года изготовления).
Если не оговорены другие требования, то оси следует клеймить на такую глубину, которая позволяла бы при окончательной обработке удалить маркировку.
Клейма, имеющие острые углы, не применять, если клеймение осуществляется не на торцевой поверхности.
6 Изготовление осей
6.1 Сталеплавильный процесс
Оси изготавливают из стали, полученной мартеновским, электродуговым и кислородно-конверторным способами; другие процессы для выплавки стали могут использоваться по согласованию между потребителем и изготовителем. Сталь должна выдерживаться до полного успокоения в печи или ковше.
6.2 Изготовление осей
Оси изготавливают из слитков методами:
a) только ковки (6.2.1);
b) только прокатки (6.2.2);
c) прокатки и последующей ковки (6.2.3).
6.2.1 Оси, изготавливаемые только ковкой
Максимальная площадь поперечного сечения оси, изготовленной ковкой, должна быть равна не более одной трети площади минимального поперечною сечения первоначального слитка.
6.2.2 Оси, изготавливаемые только прокаткой
Максимальная площадь поперечного сечения оси, изготовленной прокаткой, должна быть равна не более одной пятой площади минимального поперечного сечения первоначального слитка.
6.2.3 Оси, изготавливаемые прокаткой с последующей ковкой
Максимальная площадь поперечного сечения оси, изготовленной методом прокатки и последующей ковки, должна быть равна не более одной четверти площади минимального поперечного сечения первоначального слитка.
6.3 Удаление дефектных участков
Участки слитков, квадратных заготовок или круглого проката, не соответствующие требованиям 5.2.2, должны удаляться до или во время изготовления оси.
6.4 Маркировка осей при их изготовлении
Все слитки, квадратные заготовки, круглый прокат и оси маркируют на каждой стадии изготовления так, чтобы перед поставкой каждая ось или образец для испытаний могли маркироваться в соответствии с требованиями, изложенными в 5.5. Там, где клеймо отличается от конечной маркировки, определяемой в соответствии с 5.5, оно не должно быть видимым после механической обработки на готовой оси.
6.5 Термообработка
После горячей обработки и маркировки оси должны подвергаться термообработке, определенной в заказе или прилагаемых к нему документах (4.2).
Как правило, различные виды термообработки необходимо выполнять так, чтобы гарантировать:
a) равномерность структуры сопоставимых частей той же самой оси и осей одной партии;
b) отсутствие деформации.
6.6 Механическая обработка
Условия механической обработки следует выбирать так, чтобы оси соответствовали требованиям, предъявляемым к качеству поверхности и допускам. На механически обработанных торцевых поверхностях следует обозначить центр с тем, чтобы облегчить выполнение последующих токарных операций и получить центровые отверстия готовых осей без затруднения.
6.7 Устранение дефектов
6.7.1 Правка необработанных осей
Правку осей производят перед любой механической обработкой и до того, как вырезаются образцы для механических испытаний и микрографического исследования.
Если правку осуществляют при температуре ниже 500 °С, то оси после правки следует подвергать термообработке по таблице 3.
Таблица 3
Условия термообработки осей до правки | Термообработка, которую следует выполнить после правки |
а) Не подвергающиеся термообработке | Неполный отжиг при температуре от 500 °С до 650 °С |
b) Не подвергающиеся термообработке, которые должны поставляться нормализованными или после закалки и отпуска | Не требуется дополнительная термообработка, кроме обусловленной в заказе |
с) Нормализованные | Неполный отжиг при температуре от 500 °С до 650 °С или вновь подвергнуть нормализации |
d) Подвергающиеся закалке и отпуску | Неполный отжиг при температуре от 500 °С до |
Если нормализованные оси подвергаются правке при температуре, равной или превышающей 500 °С, то их механические свойства и структура должны соответствовать требованиям настоящего стандарта.
6.7.2 Допускаемые методы исправления дефектов
Исключая поверхности, подвергаемые чистовой механической обработке, например места посадки колеса, шеек и галтелей, на которых не допускаются исправления, поверхностные дефекты могут удаляться вырубкой или шлифованием, при условии, что не возникнет тепловое растрескивание и будут выдержаны допуски на размеры.
6.7.3 Недопускаемые методы исправления дефектов
Не допускаются любые виды сварки, обработка газовой горелкой, подогрев, металлизация, нанесение слоя электролитическим или химическим способом и т.д. В таких случаях всю партию осей бракуют.
7 Контроль осей
7.1 Виды технического контроля
7.1.1 Потребитель должен оговорить в заказе, кем проводится контроль, методы контроля (раздел 6) и требования к качеству (раздел 5):
a) представителем отдела контроля качества изготовителя;
b) в присутствии потребителя, его представителя или органа, назначенного им.
Если отсутствуют требования в заказе, следует руководствоваться таблицей 4.
7.1.2 Передача функций контроля потребителем отделу контроля качества изготовителя не лишает права потребителя контролировать эффективность системы контроля изготовителя и методов испытаний и проверок. Ему должно быть разрешено присутствовать при любых испытаниях, проводимых предприятием-изготовителем, и проверять записанные результаты.
7.2 Контроль изготовления
7.2.1 Если контроль изготовления осуществляет отдел контроля качества изготовителя или потребителя, необходимо руководствоваться следующим.
7.2.1.1 Изготовитель должен ознакомить потребителя с основным процессом, который используется для выполнения заказа, а также сообщать ему об основных изменениях, которые он собирается осуществить и которые могут повлиять на качество осей, и согласовать эти изменения.
Если контроль осуществляется потребителем, его представителю должно быть предоставлено право контроля процессов, используемых для обеспечения соответствия требованиям настоящего стандарта и предыдущих соглашений.
7.2.1.2 Изготовитель обязан при приемке подтвердить, что требования к изготовлению осей выполнены (7.5).
7.3 Контроль характеристик осей
7.3.1 Виды испытаний
В таблице 4 приведены виды испытаний, которые следует проводить, и степень их обязательности.
7.3.2 Число осей, подвергаемых испытаниям, и комплектование партий
Соответствующее число осей для каждого типа испытаний приведено в таблице 4.
Для проведения приемочных испытаний оси должны быть сгруппированы в партии. Каждая партия должна включать оси, изготовленные из стали одной плавки и подвергавшиеся одинаковой термообработке, если она применялась. В партию могут входить оси разной формы и размеров.
7.3.3 Условия приемки осей
При предоставлении осей для контроля испытаний условия должны соответствовать требованиям, приведенным в таблице 4.
Таблица 4 - Виды и число проводимых испытаний
Термообработка в условиях поставки | Вид испытания | Классификация видов испытаний* | Объем испытаний** | Число осей в партии, подвергаемых испытаниям | Число испытаний на ось | |||
Общее число | ||||||||
<100 | >100 | |||||||
1 Все виды термообработки | Химический анализ |
|
|
| По 5.1.1, 5.1.2, 7.7.3.1 | |||
2 Нормализация, закалка и отпуск | Испытание на растяжение |
|
|
|
| 1 | 2 | 1 |
3 Термообработка не предусмотрена | Испытание на растяжение: | |||||||
- для стали А0*** |
|
|
|
| 1 | 2 | 1 | |
- для сталей от А1 до А4**** |
|
|
|
| 1 | 2 | 1 | |
4 Нормализация, закалка и отпуск | Испытание на удар |
|
|
|
| 1 | 2 | 3 |
5 Термообработка не предусмотрена | Испытание на удар | |||||||
- для стали А0 |
|
|
|
| 1 | 2 | 3 | |
- для сталей от А1 до А4 |
|
|
|
| 1 | 2 | 3 | |
6 Нормализация, закалка и отпуск | Микроструктура |
|
|
|
| 1 | 2 | 3 |
7 Термообработка не предусмотрена | Микроструктура |
|
|
|
| 1 | 2 | 3 |
8 Все виды термообработки | Макроструктура |
|
|
|
| По 7.7.3.5 | 1 | |
9 Все виды термообработки | Ультразвуковой контроль |
|
|
|
| 1 | ||
10 Все виды термообработки | Магнитоскопия |
|
|
|
| 100% | 100% | 1 |
11 Все виды термообработки | Внешний вид и размеры |
|
|
|
| 1 | ||
_________________ * | ||||||||
7.4 Представление осей для контроля испытаний потребителем
7.4.1 Потребитель (7.1.1) должен быть письменно уведомлен (7.5.2) о дате представления осей для контроля испытаний с указанием в уведомлении числа осей в каждой партии и номера заказа.
7.4.2 Если контроль испытания, который в соответствии с таблицей 4 должен осуществляться после механической обработки, проводит потребитель (7.1.1), то изготовитель может представить данные в два этапа, а именно:
a) после окончательной термообработки, но перед механической обработкой;
b) после окончательной обработки.
7.5 Сертификат
7.5.1 Если контроль качества продукции осуществляет отдел контроля качества изготовителя или заказчика, то изготовитель должен подтвердить выполнение требований настоящего стандарта. Сертификат окончательных испытаний должен также содержать результаты:
- химического анализа;
- испытаний на растяжение;
- испытаний на удар.
7.5.2 Изготовитель должен обеспечить представление соответствующих сертификатов испытаний, за которые он несет ответственность:
a) при поставке, если ему доверено осуществлять все испытания, или
b) при первом представлении для контроля (см. 7.4.2), если ему передано право контроля в этот период испытаний.
7.6 Число проводимых испытаний (проверок)
Число осей, которое представляется для контроля, и число испытаний, приходящееся на каждую ось, приведены в таблице 4.
7.7 Отбор проб и подготовка образцов для испытаний
7.7.1 Отбор проб
После маркировки партии лицо, занимающееся контролем (контролер), должно произвольно отобрать ось или оси для испытаний. Оси должны быть помечены несмываемой краской в месте вырезки образца. Образцы вырезают из осей или из зоны припуска длиной не менее 200 мм.
7.7.2 Подготовка проб и образцов для испытаний
Если нет других требований, условия подготовки проб и образцов для испытаний должны соответствовать требованиям ГОСТ 7564* со следующими дополнениями.
_____________
* Вероятно, ошибка оригинала. Следует читать "ГОСТ 7565". - Примечание изготовителя базы данных.
Если оси заказывают нетермообработанными, исключая оси типа А0 (таблица 1), то образцы, предназначенные для механических испытаний, должны подвергаться термообработке, установленной в таблице 1 для данной марки стали. Если в соответствии с таблицей 1 предусматриваются два вида термообработки для данной марки стали, то вид требуемой термообработки должен быть указан в заказе или прилагаемых к нему документах.
На образцах для испытаний должно оставаться клеймо контролера и изменять его можно только в присутствии контролера.
7.7.3 Число и местоположение образцов для испытаний
Образцы для испытаний должны вырезаться из заранее клейменных участков, предназначенных для вырезки образцов, и должны маркироваться контролером.
7.7.3.1 Химический состав
Изготовитель должен сообщить результаты анализа плавки, из которой получена сталь. Если потребитель желает проверить ее состав по некоторым или по всем элементам, то должна быть отобрана одна из следующих проб на одной из испытываемых осей:
- не менее 50 г мелкой стружки, представляющей материал полного поперечного сечения оси;
- в случае проведения спектрографического анализа - одна проба для анализа из образца для проведения испытаний на растяжение, показанного на рисунке 1.
Рисунок 1 - Положение образцов для испытаний на растяжение
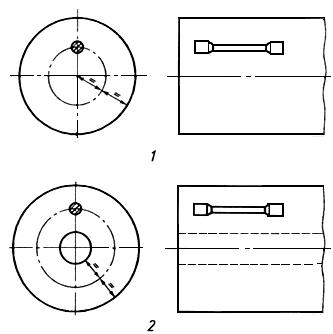
1 - сплошные оси; 2 - полые оси
Рисунок 1 - Положение образцов для испытаний на растяжение
7.7.3.2 Испытание на растяжение
Один образец для испытаний должен быть вырезан согласно указаниям рисунка 1.
Образцы для испытаний должны быть подготовлены в соответствии с требованиями ГОСТ 1497 и иметь диаметр от 10 до 16 мм и длину, равную пяти диаметрам.
7.7.3.3 Испытание на удар (образец с ![]() -образным надрезом)
-образным надрезом)
Для испытаний должны быть вырезаны три образца из места, указанного на рисунке 2. Внешние образцы для испытаний должны близко примыкать к среднему образцу для испытаний на удар.
Рисунок 2 - Позиция образцов для испытаний на ударную вязкость
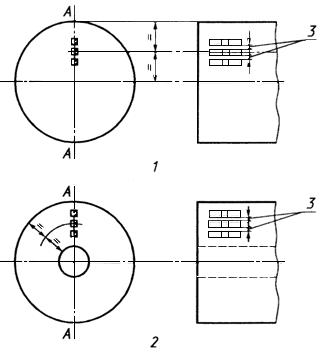
1 - сплошные оси; 2 - полые оси; 3 - см. 7.7.3.3
Рисунок 2 - Позиция образцов для испытаний на ударную вязкость
Маркировка образцов для испытаний на удар должна обеспечить распознавание продольных поверхностей образцов для испытаний, параллельных диаметру ![]() участка оси (рисунок 2).
участка оси (рисунок 2).
Образцы для испытаний должны изготавливаться в соответствии с требованиями ГОСТ 9454. Ось надреза должна быть параллельной диаметру ![]() (рисунок 2).
(рисунок 2).
7.7.3.4 Исследование микроструктуры
Образцы для исследования должны быть изготовлены из одного из недеформированных концов образца на растяжение вдоль плоскости, перпендикулярной к продольной оси.
Сечение, полученное таким образом, должно быть подготовлено в соответствии с требованиями ГОСТ 5639.
7.7.3.5 Исследование макроструктуры, ультразвуковая дефектоскопия, магнитография
Если предусмотрены исследования макроструктуры или магнитография, требования, связанные с числом испытаний и участками осей, которые подвергаются испытаниям, должны указываться также в заказе или прилагаемых к нему документах.
Если предусматривается ультразвуковой контроль, то его проводят согласно нормативно-технической документации.
7.8 Методы испытаний
7.8.1 Химический анализ
Химический анализ следует выполнять в соответствии с методикой, устанавливаемой соответствующими международными стандартами, или по методике, согласованной с потребителем.
7.8.2 Испытание на растяжение
Испытание на растяжение выполняют в соответствии с требованиями ГОСТ 1497.
7.8.3 Испытание на удар (образцы с ![]() -образным надрезом)
-образным надрезом)
Испытание на удар выполняют в соответствии с требованиями ГОСТ 9454.
7.8.4 Исследование микроструктуры
Исследование микроструктуры выполняют в соответствии с требованиями ГОСТ 5639.
7.8.5 Исследование макроструктуры, ультразвуковой контроль и магнитография
Требования, связанные с исследованием макроструктуры и магнитографии, оговаривают в заказе или прилагаемых к нему документах.
Если другие требования не согласовывались, приемочный ультразвуковой контроль проводят в соответствии с требованиями нормативно-технической документации.
7.8.6 Контроль внешнего вида
Внешний вид контролируют визуально перед поставкой.
7.8.7 Контроль размеров
7.9 Заключение по контролю
При любых дефектах внешнего вида или при отклонениях размеров ось бракуют. Бракуют ось также при обнаружении с помощью ультразвуковой дефектоскопии и магнитоскопии отклонений, превышающих допустимые. Любые другие дефекты должны вести к браковке партии в соответствии с требованиями ГОСТ 4728.
7.10 Повторные испытания
Если другие условия не согласовывались, повторные испытания проводят по ГОСТ 4728.
8 Транспортирование
8.1 Защита от коррозии при транспортировании
После контроля и до передачи на хранение или перед отправкой все окончательно обработанные механическим способом поверхности осей, прошедших приемку, должны быть защищены от коррозии методом, согласованным с потребителем.
Примечание - Любые защитные покрытия эффективны в течение ограниченного срока, особенно если транспортирование осуществляется по морю или в географические районы с повышенной влажностью. Поэтому по прибытии к месту назначения оси должны быть немедленно подвергнуты ревизии; при этом определяется необходимость проведения дополнительной защиты от коррозии.
8.2 Защита от механического повреждения во время транспортирования
Окончательно обработанные механическим способом части осей, прошедших приемочные испытания, должны быть надежно защищены до отправки для предотвращения их от механического повреждения.
9 Гарантии
Условия, изложенные в пунктах контракта о гарантиях, должны быть согласованы между потребителем и изготовителем при составлении соглашения и оформлении заказа.
Посмотрите стальной трос здесь - https://www.komplektacya.ru/metizy-krepezh/kanaty/